[1]. RS-485 datasheet http://
Wuhan Yuhua Electric Wire Factory is a joint venture specializing in the production of plastic wires for oil fields and mines. There are 6 plastic machines with Φ20~Φ80mm and 3 small cable machines. The function of the plastic machine is to melt and extrude the plastic on the wire. The process requirements: the thickness of the plastic extruded on the wire must be uniform. The wire is received/received by a traction motor, a pay-off motor, and a tension motor. Control, see Figure 1. Since the rotational speed of the plastic machine is constant, the amount of hot plastic extruded is constant, so it is only necessary to adjust the rotational speed of the traction motor, the pay-off motor, and the tension motor to adjust the thickness of the plastic extruded on the wire. In the wire factory, the traction motor, the pay-off motor and the tension motor are often mismatched, resulting in uneven thickness of the plastic, resulting in more waste and defective products. In order to improve the efficiency of the process, it is also convenient for the factory to control the production in real time. At the same time, the control information and production information can be seamlessly connected to the management system MIS of the factory. We use the embedded network communication microcontroller I-7188EAD and the I/O expansion controller I-87K4 module. A distributed control system based on industrial Ethernet has achieved good economic benefits.
The I-7188 microcontroller itself is a PC with 80188/40M main frequency CPU. It has 256K-512K FLASH ROM and SRAM respectively. It has a built-in MINIOS7 operating system that is more efficient than ROMDOS. Patent () patent, and contains a 10M industrial Ethernet interface compatible with NE2000 and a variety of serial communication ports, can be said to be a true new generation of embedded network controller with Ethernet interface, just to meet our Web-based The need for SCADA. (The system can also use the I-8431 embedded controller, but because the plastic units are scattered and the number of control points is small, in order to save system resources and HUB resources and reduce the bottleneck effect of data transmission, we chose I-7188 and I-87K4. Combined method)
2 The system is designed to truly realize the SCADA with Web function and the seamless connection of production process control parameters to the MIS system of the plant-level Intranet. In the design, the shop-level Intranet is mainly composed of the workshop web server (for external Ethernet connection and with the team). Network connection), workshop production planning server (for production planning, scheduling, report statistics, etc.) and workshop control server (shop production control process, production process control, equipment real-time monitoring, etc.), and external connection using optical fiber communication medium, I The -7188 is connected to the plant data switch HUB using a 10M Ethernet connection. In the control process of the plastic unit, taking into account the real-time control requirements of the equipment, the I-87K4 controller using the bus connection method is the front-end local signal processor, and each three plastic machines form a small RS-485 network. The I-7188 data gateway is connected to the switch. The purpose is to control the operation of each production device in real time and reduce the bottleneck effect of the data. In addition, the CSMA/CD communication mode adopted by Ethernet has some uncertainty in data communication control. Not conducive to control.
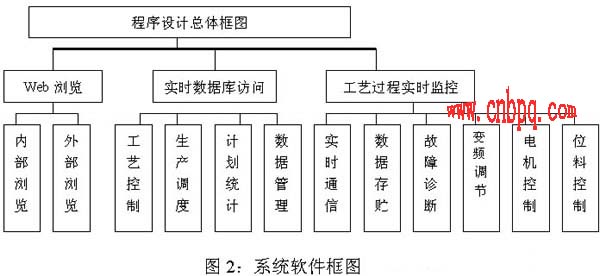
The structure of the Web-based SCADA system on the production floor is shown in Figure 2. The control and communication of each local control unit I-87K4 is completed by the I-7188 module, which is used to communicate with each acquisition module, and process the collected data, and simultaneously process the display of parameters and the processing of user keyboard input. At the same time, I-7188 is also used to communicate with the process control computer host of the control center to realize central monitoring and communication using X.28 protocol.
2.1 Data Gateway Controller I-7188
In the workshop team-level SCADA design, it is important to consider the harsh industrial site environment, stability and electromagnetic compatibility issues, while avoiding the unnecessary troubles caused by the operator's use of the computer during non-working hours. To this end, we selected the industrial-grade embedded data gateway-I-7188 with PC function, which integrates computer, communication and control, and has the characteristics of dustproof, shockproof and shock resistant, which can meet the demanding industry. On-site request. It is a true industrial-grade embedded network controller with the concept of "network is the controller". It enables the network to communicate directly from the field control unit to the Internet, the intranet, and the management.

Because the I-7188 embedded controller is equipped with the MiniOS7 embedded operating system, it is compatible with MS-DOS and ROM-DOS. Compared with ROM-DOS, MiniOS7 is more suitable for embedded applications, such as shorter power-on startup time. Built-in hardware diagnostics, etc., so the I-7188 controller can be programmed to run independently. At the same time, it has a unique dual watchdog security design, namely software watchdog and hardware watchdog. In case the master computer is down, all the output modules enter the preset security state, which meets the industrial security requirements. . If the RS-485 communication network is unable to interlock or cannot communicate between the main control computer and the module due to a fault or disconnection, the software watchdog will also be activated. The software watchdog is designed to be very clever and easy to use, which greatly increases system security. In this system, the plastic machine needs to control a small number of I / O points, and the industrial environment is relatively harsh, the control function is relatively easy to achieve, I-7188 just meets all the conditions we need. Therefore, it can be said that the I-7188 is particularly suitable for small embedded electromechanical control systems.
2.2 I-87K4
The I-8000 is used to expand the number of input/output modules, each of which includes a power supply and a backplane. There are 4 serial input/output expansion slots on the backplane. Each expansion unit has an 115.2K RS-485 bus for communication with the main control unit. It is a modular, network-based small control system. It can connect to the I/O via the local bus, or it can connect to the I/O through I/O expansion or network expansion. Ideal for intelligent, decentralized data acquisition front-end products, the I-7188 is connected to a standard SCADA software package. In this system, in order to work with the I-7188EAD, we chose the basic I-87K4 with 4 extended I/O functions.
2.3 Configuration of the local control unit I-87K4 2.3.1 Characteristics of I-87K4 * COM2 is RS-485, maximum 115.2K bps, and compatible with 16C550, 16-byte FIFO
* Directly drive 256 I-7000 modules * Maximum distance 4000 feet (1.2Km)
* Isolated voltage 2500VDC
* Input/output expansion slot supports serial I/O module 2.3.2 Expansion I/O module * Data acquisition module: I-87017. Mainly used:
1) Real-time acquisition of the output tension signal of the torque transmitter of the three motor wires, used to control the speed of each motor to work together to balance the tension of the wire; (three lines required)
2) Real-time collection of the temperature of the cooling water after the plastic machine squeezes the plastic to make the temperature of the cooling water reach a constant; (three way)
Its characteristics are: the number of analog input channels is 8, the resolution is 16bit, the input type is differential, the input range is ±10V, and the sampling mode is 6-channel scanning mode.
* Analog output module: I-87024. In order to make the traction motor, the pay-off motor and the tension motor start and stop and protect the control system smoothly, the three motors are controlled by the variable frequency speed control technology, and the analog output signal of I-87024 is used to provide the inverter with 0~10V. The control signal makes the output signal of the inverter become 0~50Hz to achieve the purpose of shifting. Because the I-87024 adopts optical isolation, it protects the control system and avoids the back EMF of the motor, which makes it easy for the control system, especially the I-8000, to crash.
* Digital input / output module: I-87054. Mainly for real-time control of the start and stop of the motor and monitoring the switch status of some connectors, circuit breakers, and blister, to facilitate system self-test and system fault diagnosis. The digital output signal is activated by the relay group to activate the three-phase high-power relay, which is used to control the power supply of the traction, pay-off, and tension three-phase asynchronous motor to achieve the purpose of controlling the motor.
* Timing/counting module: I-87082, in order to feedback the length of the wire in real time, it is convenient for production planning and statistics. A meter is installed above the traction wheel. When the wire slides up, it drives the meter to rotate. Each revolution, a pulse signal is sent, and I-87082 collects the number of pulses at this time. The product of the number of pulses and the circumference of the meter is the length of the wire.
Each local unit controller I-87K4 sets a unique ID number through the code switch, and the communication baud rate of the I-7188 adopts a communication speed of 19200 bps (too high will cause communication instability), and the error code is lower than 10E-6. (Receive level -110dBm), the industrial site scattered point signal is transmitted to the I-7188 and even the team process control server, and the remote control points can also be controlled by the process control server. The I-7188 has a unique dual watchdog security design, consisting of a software watchdog and a hardware watchdog. When the module is down, it can be rebooted instantly and has a software gatekeeper with each I/O module. Dog interlocks, in case the I-87K4 is down, all the output modules enter the preset safety state, which meets the industrial safety requirements. If the RS-485 communication network is faulty or disconnected, the main control computer and the module will not be able to The software watchdog is also activated when interlocked or unable to communicate. The hardware/software watchdogs of the I-7188 and I-8000 modules are cleverly designed and easy to use, which greatly increases system security. This is the difference between ICP DAS products and similar products from other companies. Because of this unique performance, high-speed and long-distance transmission and reception of data can be realized with only one set of twisted pairs. Connections, modules and modules, modules and networks are independent of each other, greatly improving the reliability of the system.
3 System software design software design is divided into SCADA software and Web program. The more complicated part of the whole system is the program writing part of the control and communication module I-7188, because the I-7188 module is responsible for coordinating the normality of all other I-87K4 series modules. Work, and communication with the control center, the workload is relatively large, so we must consider thoughtful, repeated debugging, in order to obtain more satisfactory results. SCADA is mainly the control program of I-7188 local unit control module. It is written in TC2.0 and calls the corresponding library function of I-8000. It mainly has initialization module, timing acquisition module, data communication module and logic output module (motor sequence). Control), etc., are divided into: system configuration phase, test execution phase (data acquisition work for completing the current test task), data processing phase, and data output phase. The main program first initializes the system, including initialization of each serial port and initialization of system operating parameters, and installation of user clock interrupts. Then it is the operation of the function module, mainly to complete the coordination problem between the various work beats, the host computer is mainly the communication program between Windows2000 and I-7188EAD. In this part, we completed the configuration software MSCG and used the I-7188 OPC server provided by ICP DAS to further simplify the programming. The main block diagram is shown in Figure 2.
4 Application Experience At present, the system has completed the monitoring of six plastic machines and the real-time monitoring of the first-line equipment of the upper computer. Since it was officially put into operation in 2002, it has been running well. Now we are conducting real-time monitoring of three small cable-forming machines. The monitoring process is similar to that of a plastic machine. The I-7188EAD is also used in conjunction with the I-8000. Due to the large number of relay control points, some I-7000 modules are plugged in, which is fully capable for the I-7188.
Because I-7188 and I-8000 series modules use RS-485 communication, it can communicate over long distances. All modules of the system can be connected by only one communication line. It has strong anti-interference and double watchdog design, which makes the system reliable. Strong. Moreover, the host and the I-7188 use the TCP network connection, so that the interchangeability of the equipment is good, the work difficulty and workload of the maintenance personnel are also small, the investment cost of the equipment is reduced, and the production process requirements and high performance of the use unit are satisfied. The principle of price ratio has also brought the level of automation control and management of the factory to a new level.
In short, the use of ICP DAS's remote I/O modules not only gives developers the enjoyment of technology, but also brings greater economic benefits to users. This is the biggest reward for ICP DAS to its users! references:
:
Design and Implementation of Distributed Plastic Machine Monitoring System Based on ICP I-7188
Development background and reasons for using I-7188 With the acceleration of modern factory information automation process, enterprises urgently need to combine management, decision-making, market information and on-site control information to realize the solution of ERP, MES and PCS three-layer information integration. . At the same time, the demand for information exchange within and outside the enterprise is also expanding. The requirements for the management of production by modern industrial enterprises are constantly increasing. This requirement is not limited to the monitoring and control of the production site status in the usual sense. Combine on-site information and management information to establish a fully integrated, open, and plant-wide integrated automation information platform that integrates information such as business decision-making, management, planning, scheduling, process optimization, fault diagnosis, and site control. To form a more comprehensive integrated management system. In the PCS layer, only the Web-enabled SCADA system can meet the requirements of the enterprise information automation information platform. It enables the collected and monitored data to be opened and accessible by more management systems, control systems and users.
0 times
Window._bd_share_config = { "common": { "bdSnsKey": {}, "bdText": "", "bdMini": "2", "bdMiniList": false, "bdPic": "", "bdStyle": " 0", "bdSize": "24" }, "share": {}, "image": { "viewList": ["qzone", "tsina", "tqq", "renren", "weixin"], "viewText": "Share to:", "viewSize": "16" }, "selectShare": { "bdContainerClass": null, "bdSelectMiniList": ["qzone", "tsina", "tqq", "renren" , "weixin"] } }; with (document) 0[(getElementsByTagName('head')[0] || body).appendChild(createElement('script')).src = 'http://bdimg.share. Baidu.com/static/api/js/share.js?v=89860593.js?cdnversion=' + ~(-new Date() / 36e5)];