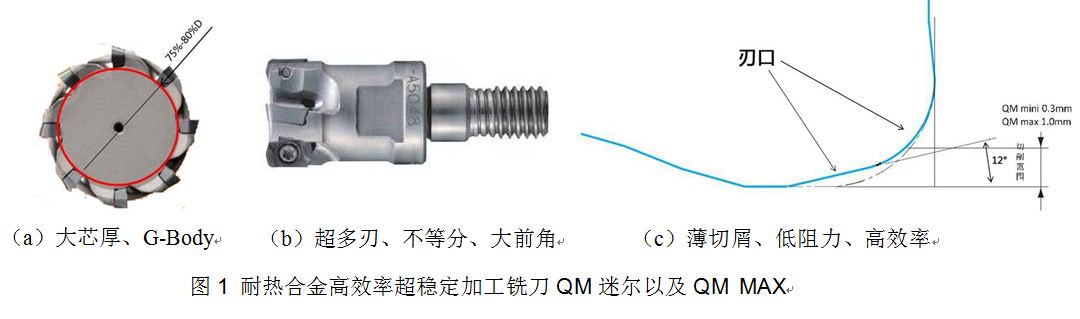
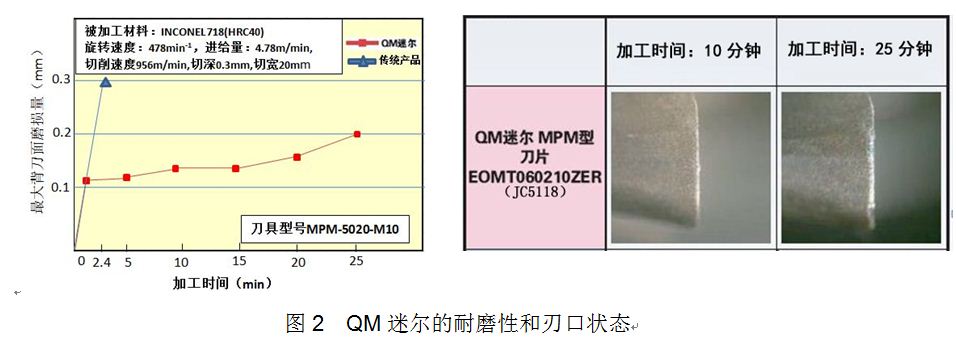
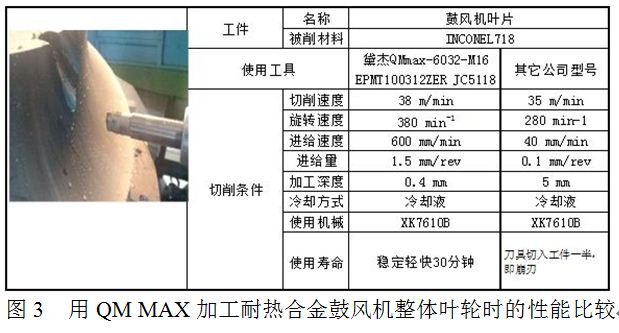
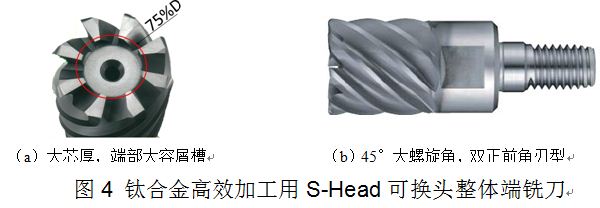
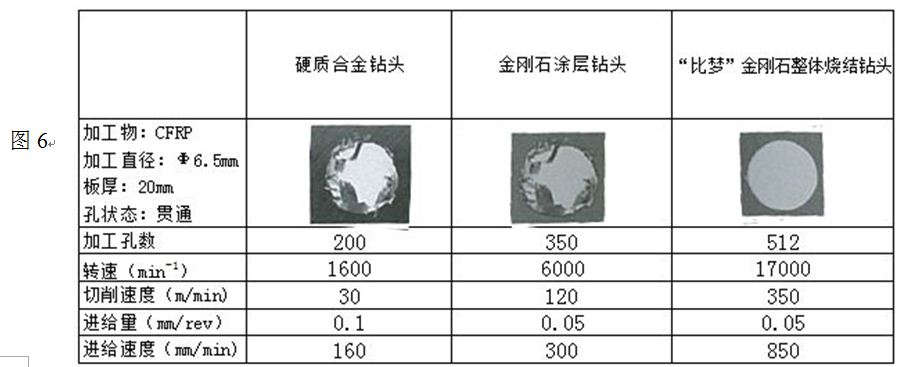
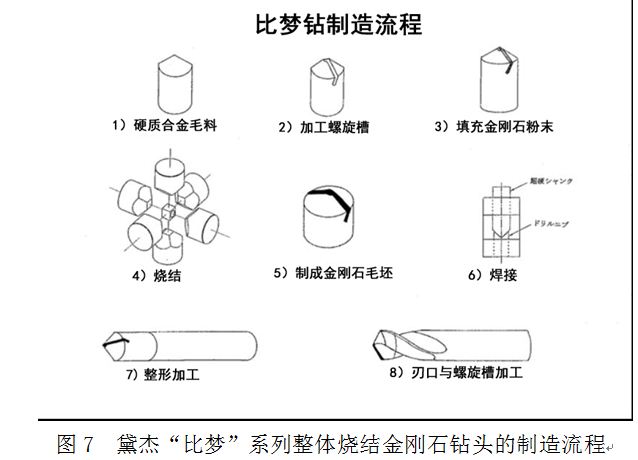
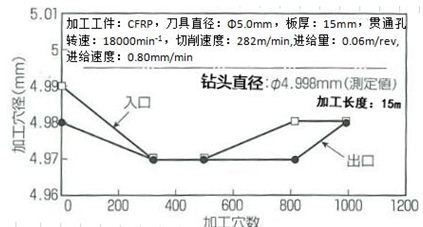
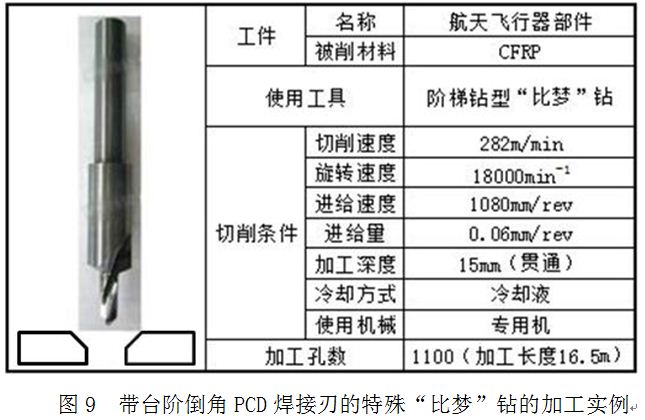
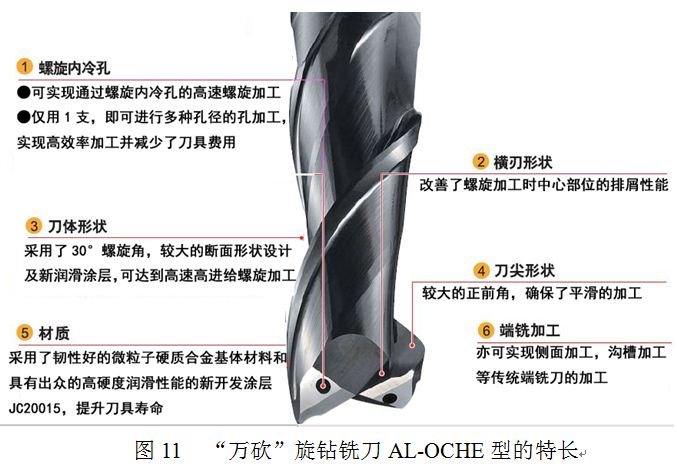
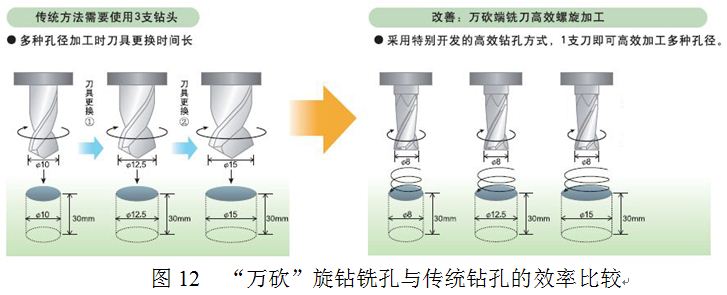
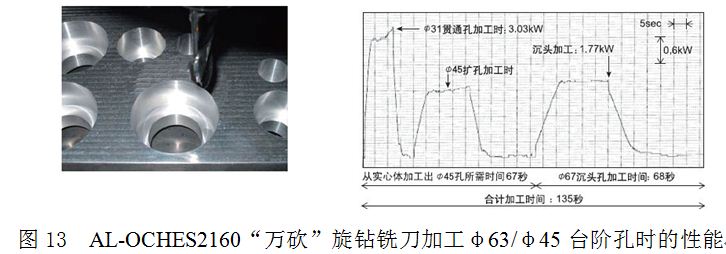
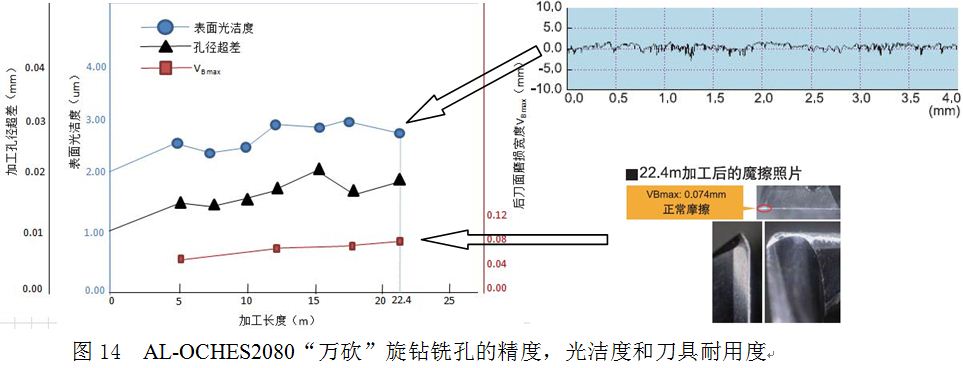
With the large take-off weight of aerospace vehicles, the requirements for long cruising range are constantly increasing, and the requirements for high strength and low specific gravity of the structural materials of the components are becoming more and more reinforced. The use of super-abrasive materials and high-temperature resistant materials in their components has become quite popular. The use of new high-performance materials such as CFRP , KFRP (fiber reinforced plastic) and MMC (metal-based composite materials) is also becoming more widespread. The cutting of these new materials is also a major problem that plagues the manufacturing site. This paper describes the most important heat-resistant alloys in the aerospace industry, titanium alloys, the latest high specific strength , ultra-difficult to process lightweight materials CFRP and lightweight materials aluminum-magnesium alloys.       The main structural materials of the latest aerospace vehicles are heat-resistant alloys, titanium alloys, composite materials and aluminum alloys. Heat resistant alloy materials are an important part of aerospace power components. As the engine thrust continues to increase, the internal combustion temperature also increases, and the material's temperature resistance is also higher. These materials are extremely high in the cutting process due to the high temperature strength and cutting temperature of the material, which leads to short tool life and low processing efficiency. Efficient and stable cutting of heat resistant alloys is an urgent problem to be solved. Titanium alloys have high strength, high fracture toughness and good corrosion resistance, and their proportions for fuselage structural parts are increasing. Since the thermal conductivity of the titanium alloy is very low, the heat generated in the processing cannot be effectively diffused, and the cutting temperature rises sharply in a short time, and the tool wear is accelerated. At the same time, due to the high strength of the titanium alloy and the low modulus of elasticity, the cutting force generated during cutting is large, so that the member is easily deformed under the action of the cutting force, and the machining accuracy of the member is difficult to ensure.       Composite materials are multiphase materials composed of two or more materials, which have low density, high strength, excellent fatigue resistance and shock absorption. They are generally used for stressed parts such as wings and aircraft. Structural frame parts. Due to the problems of easy delamination, surface peeling, burring and resin fiber collapse of composite materials , especially in the processing of the joints of the wing and the structural frame, the quality directly affects the reliability of the whole component, and A large amount imposes quite stringent requirements on the wear resistance of the tool.       Aluminum alloys are the most widely used in the aerospace industry due to their excellent high specific strength. But to ensure the reliability of the material itself. Most aluminum alloy parts are milled and drilled from monolithic aluminum alloy forgings or ingots. Normal milling and drilling take a long time, and a large number of tools are needed to meet the size and shape requirements. The intensive and efficient tool cutting is a problem that must be faced in modern aluminum alloy processing.       Heat-resistant alloys are generally divided into iron-based, bismuth -based and cobalt- based alloys. Among them, the most widely used samarium-based alloys in the aerospace industry are discussed in the most representative nickel-based alloy INCONEL718 . The main problems in the processing of heat resistant alloys : 1.  Due to the low thermal conductivity of the material, the thermal conductivity is very poor, and the tensile and shear strengths are maintained at high temperatures, so that the cutting edge of the tool is difficult to cut into the material and normal cutting is impossible. 2 . When the cutting temperature exceeds 600 °, the surface of the work hardening layer is easily formed, resulting in accelerated edge boundary wear and causing edge breakage in a short time. For the above processing characteristics , its cutting tools must have the following elements and performance : 1) Must have sufficient rigidity and strength , while the cutting edge must maintain maximum sharpness to ensure stable and effective cutting. 2 ) It is necessary to have a geometry that minimizes the cutting resistance to prevent the occurrence of chatter. 3 ) The cutting edge must maintain sufficient red hardness and chemical stability to improve tool life. Figure 1 shows the latest concept of milling cutter QM series products (é»›æ°) that meet the above requirements in all aspects . QM uses a series of cutting 75% -80% of the diameter of the large thickness of the core design, while using a very excellent heat resistance having special steel plus robust high surface hardness HRC65 or more processing GN blade material, greatly improves the knife The body's resistance to thermal deformation, high rigidity and strong vibration and attenuation performance can increase the blade life by at least 30% .       The series of tool cutters adopts an axial +8 ° large rake angle design, which adopts as many edges and unequal divisions as possible under the premise of production. The cutting resistance is low and the occurrence of chatter vibration is greatly suppressed. Another series QM most important feature of FIG. 1 (c), the main cutting section is only effective angle 12 °, so that this shape is only 20% of the thickness of the shaped cutting 90 °, 30% 45 ° form Therefore, not only the cutting resistance is greatly reduced, but also the cutting resistance does not change much in the high feed high-efficiency machining, and the cutting process is smooth and smooth. At the same time, this shape also makes the component of the cutting force mainly affect the axial direction of the tool, and the radial component is small, which not only ensures the machining accuracy but also greatly reduces the risk of the tool fluttering. Figure 2 shows the performance of QM Mini when processing heat resistant alloys. The blade is made of a super-tough hard alloy with a particle size of 1 to 2 um , a MS value of 78% or less, and a Co- enhanced solution treatment, supplemented by a high-hardness and super-wear-resistant DZ coating JC5118 . As can be seen from the figure, the conventional product has a life limit of V B max 0.3mm after 2.4 minutes of processing , and the edge of the blade has collapsed, while the QM Muer has been cutting the cutting edge after 25 minutes of processing . There is no collapse in the intact, and the amount of flank wear is also smaller than the traditional products. Therefore, in the processing of heat-resistant alloys, QM is not only able to cut smoothly and smoothly, but also has a tool durability that is more than 10 times higher than that of conventional tools .    3 is to Daijie QM MAX replaceable die with existing comparative performance of the tool. The results of all the current tool trials can only be processed for up to 0.5 minutes, and QM MAX fully utilizes the advantages of small depth of cut and large feed, and the blade adopts a 2- stage positive rake angle chipbreaker with strong blade tip design to ensure the cutting edge. Sharpness can also timely remove chips, not only the processing efficiency is increased by 20% , but more importantly, it can be processed stably for 30 minutes, and the tool durability is increased by 60 times. Titanium alloys are classified into three types according to their crystal structures: α, β and α + β phase alloys . The processing properties of various alloys are similar and the tool life is quite different. In this paper, the most widely used α+β phase alloy Ti-6Al-4V ( TC4 ) is discussed. The main problems faced by titanium alloys in cutting are: 1 . The thermal conductivity of titanium alloys is very low, and it is difficult to cut the tropical zone by cutting chips and workpieces during cutting . Most of the cutting heat (about 75% ) is deposited on the cutting edge of the tool . 2 . Titanium alloys have strong chemical activity, and it is easy to promote the diffusion and adhesion of the surface of the tool material in a high temperature environment to form adhesion loss. At the same time, the use of a tool material with a high titanium content will cause hidden cracks on the surface of the titanium alloy, resulting in a significant reduction in the fatigue strength of the component. Therefore, the choice of tool materials for the aerospace industry product processing is very limited. 3 . The cutting shear angle is large, the cutting deformation is small and thin, and the shear deformation region is narrow, so that the pressure of the cutting force is large, and the blade edge is easily broken. 4 . In the aerospace industry, most of the titanium alloys are used in thin-walled parts. Due to the large cutting force during cutting, the components are easily deformed under the action of cutting forces, and the machining accuracy of the components is difficult to ensure.       Therefore, the tools and properties necessary to machine titanium alloys must be basically the same as those of the above-mentioned heat-resistant alloy tools, but must be more focused on: -->The tool has high rigidity and the cutting edge has high strength. At the same time, the cutting edge must have a very high sharpness. --> Must use low- or even titanium-free alloy substrates and coating materials. --> Must have sufficient chip space and strong chip removal capacity. --> At the same time as the vibration suppression capability is superior, the cutting force that causes the deformation direction must be small . In response to the above requirements, the QM series product (Jie Jie) shown in Figure 1 as a roughing tool can be fully satisfied. The following is mainly for the discussion of titanium alloy finishing tools. Figure 4 is a series of S-Head interchangeable end mills for finishing tools developed for the processing of titanium alloys . The tool material adopts a grain size of 1 um fine particle titanium-free solid carbide substrate and a low-titanium high-hardness coating JC8000 . The hardness is as high as Hv3500 , and the oxidation initiation temperature is as high as 1300 °C, and it has double wear resistance and chemical resistance. advantage. The 75%D large core thickness and spiral rake face structure achieves both rigidity and sharpness. The 45 ° large helix angle with the chipbreaker spiral groove guarantees a perfect balance of chip evacuation performance and deformation force. The blade tip design and the gash pocket effectively increase the edge strength while greatly increasing the chip space and preventing chipping and machining accuracy due to chipping and chipping. Variety. The internal cooling design further enhances the cooling and chip removal effects, reduces cutting temperatures and extends tool life. In addition, the fastening part of the interchangeable head adopts the patented technology of grinding thread, which not only ensures the high rigidity and high precision of the whole tool (the edge jump is less than 0.015mm after the combined installation ), but also the wear resistance of the whole cemented carbide substrate. Very high performance, its repeat positioning accuracy can be guaranteed within 0.01mm . Figure 5 is a comparison of the cutting performance of the S-Head interchangeable end mill and other similar products in the processing of thin-walled tubular titanium alloy parts. Other companies' similar products have chattering at the fastest 600mm/min and can't continue machining. However, the S-Head interchangeable head is processed at 1,000mm/min without vibration and the machining efficiency is increased by more than 60% . The inner and outer faces of the 40mm deep cylinder wall were processed in only 40 seconds, and the surface finish reached Ra0.8 . The composite material ( FRP/MMC ) is made by adding high-hardness ultrafine fibers or high-hard particles to the matrix material. The most representative is CFRP (carbon fiber reinforced epoxy resin). In the cutting process, although the cutting temperature is not high, the carbon fiber has high strength and hardness and the diameter is less than 1 μm , so the abrasive wear on the cutting edge of the tool is extremely strong, and the hard alloy material causes the blade in a short time. The mouth is blunt, resulting in a problem of the partial layer of the machined hole as shown in Fig. 6 , the surface of the material being peeled off, the burr at the entrance and exit of the hole, and the collapse of the resin and the fiber. At the same time, the temperature of the cutting zone rises due to the blunt edge of the cutting edge, and the coolant is forbidden in most of the processing, which causes the resin to soften, further accelerating the occurrence of delamination and splitting. Therefore, the tool material used for CFRP processing must use super-abrasive (high hardness), super heat transfer (high thermal conductivity) materials, that is, 3 times the hardness, 17 times the thermal conductivity, and the hardest diamond in the natural world. the most suitable. The practical diamond tool materials are divided into diamond coating and polycrystalline diamond ( PCD ). Due to the performance of the coating itself and the payment force of the substrate, as shown in Figure 6 , it still cannot meet the requirements of the site. High quality processing needs. Therefore, to achieve stable, efficient and high-quality processing of FRP materials, only the use of polycrystalline diamond ( PCD ). The conventional PCD tool is formed by cutting a PCD sheet into a small piece and then welding it to the cutting edge portion of the body. For the hole processing of the most processed CFRP materials in the aerospace industry, the size is below Φ 6. The traditional PCD welding tool is too small due to the small size of the welded joint area, which causes the PCD sheet to fall off during processing, and the re-grinding will make it The geometry of the mouth changes, causing great fluctuations in machining quality and tool life, making it impossible to perform stable machining. Figure 7 shows the production process of the “Big Dream†series of sintered diamond ( PCD ) drill bits developed by Qijie Company in 2000 . As the most advanced tool in the world, the “Beyond Dream†series has its own unique and novel features in its manufacturing process and process. Using a special hard alloy base material, the part of the round bar blank is cut into a 30 ° spiral groove on the round bar blank. After filling the synthetic diamond powder, it is sintered by a special process to infil the Co in the cemented carbide matrix into the diamond. The powder portion acts as a binder to form an integral blend of the cemented carbide substrate with polycrystalline diamond ( PCD ). Such a manufacturing method can effectively prevent the diamond blade from falling off during processing even if the diameter is as small as 0.4 mm , and the cutting edge can be formed into different spiral shapes as needed, so that the geometry of the edge after regrind does not change. The surface quality and performance of the " Big Dream" series of bits when machining CFRP are shown in Figure 6 . It can be clearly seen from the figure that the "Dream" drill has no burrs and delamination at all, and its excellent performance is unmatched by the carbide drill bit and the diamond coated drill bit in terms of the shape and integrity of the machined hole. Figure 8 shows the results of the accuracy test when CFRP is drilled with φ 5 "dream". It can be seen from the figure that after the first hole is processed, after the processing of 1,000 holes, the actual size of the drill bit, the diameter of the inlet and outlet diameter of the 15mm deep machining hole are within 0.02mm , which can fully satisfy the aircraft rivet hole. When the deviation is within 0.080 mm, and when processing to 1,000 holes, the burrs, delamination, and collapse of the inlet and outlet portions of the holes did not occur. In addition, the current coating equipment is difficult to control the layer thickness, which makes it difficult to meet the precise requirements of the outer diameter tolerance of the diamond coated drill bit. The "dream" drill is a fine grinding peripheral edge with an outer diameter tolerance of 0/ -0.012mm , its accuracy and stability are much higher than diamond coated drill bits. Fig. 9 is an example of the processing of the link body of the aircraft body member. In order to finish the chamfer at the entrance while drilling, the construction of "Big Dream" + PCD chamfering edge is adopted. In this case, the tool life is judged by the hole outlet stratification. As a result of the use, it was processed to 1,100 holes, not only at the exit of the hole, but also no burrs and splits were found in the hole entrance and the chamfered portion. After the tool has reached the end of its service life, the front end and chamfering edges can be reground to maintain almost the same performance as the new tool. Figure 10 is an example of the processing of CFRP and A7075 aluminum alloy laminates in a machined wing member. Before "than Dream" come out of the welding PCD drill bit used, often because of insufficient burst strength chipping, can not perform stable machining, burrs and aluminum alloy as the outlet determination reference machining only a maximum of 1,000 holes. "Dream than" because of the drill 30 ° helix angle, a sharp edge diamond burrs is effectively suppressed, durability of up to 2, 000 or more holes, and overall superior edge strength of sintered diamond, not only prevents collapse The blade is guaranteed to be re-grinded in the true sense. It is also because of its long life and regrindability, so the processing cost of using the "Dream" drill can be reduced to less than 1/3 of the welded diamond drill bit . The "Bi Meng" series is a forward-looking and dream-oriented product, including various new non-metallic materials such as GFRP , KFRP and metal matrix composites ( MMC ), non-ferrous metals, quartz, hard alloys, ceramics, etc. Difficult to machine materials have been widely used and have expanded end mills , ball end mills , boring tools and other products. Aluminum alloy has excellent high specific strength performance, not only as a construction material for aircraft, but also widely used in the people's livelihood industry. In order to prevent segregation, sanding and the like adversely affect the strength of the aircraft components, often from large forgings or castings through a large number of milling and drilling operations to the final desired shape. In order to improve the processing efficiency, it is not only required that the tool has sufficient wear resistance to withstand high-speed machining in the milling process, but also has the functions of side milling, groove milling, oblique cutting and drilling and milling for different machining shapes. To reduce the stop tool change assist time. At the same time, it can also reduce the types of standing tools, reduce tool inventory pressure and manufacturing costs. In addition, the hole machining has the same characteristics as the milling process. Each hole must be equipped with its corresponding size drill bit. The step hole must also be prepared for non-standard special specifications. There are statistics on the proportion of drilling tools in the aerospace industry. More than 30% . Therefore, the multi-function tool with high wear resistance and meeting various shape and size requirements is an excellent means to solve the problem that the frequent tool change is too long, the efficiency is low, the production cost is too high, and the inventory type is too much. Figure 12 is a comparison of the efficiency of conventional drilling and "10,000 chopping" rotary drilling when machining three diameters of φ 10 , φ 12.5 and φ 15 with a diameter of 30 mm . Conventional methods employed for their respective diameters of a drill, wherein the plus three holes down tool change time shared 18.9 seconds, while the use of the method "Wan cut" spin hole drilling and milling, saving downtime since the tool change time, only The 3 holes are processed in 10.4 seconds. Not only saves processing time, and with a small diameter φ "Wan cut" diamond cutter spin instead of three or more φ 10 large diameter drill 8, significant savings in the cost of purchasing and inventory species. Fig. 13 is an example of processing a stepped hole of a φ 63 counterbore (depth 33 mm ) and a φ 45 through hole (depth 100 mm ) on a solid aluminum alloy using a " wan chopping" rotary milling cutter AL-OCHES 2160 (φ 16 ). The processing process is to first process the through hole of φ 31 , and then spirally ream the hole to φ 45 through, and finally use the spiral processing countersunk hole to 67mm , the whole process takes only 135 seconds. In particular, when processing the through hole of φ 31 , the maximum power consumed is only 3.03 KW , which can be withstood by ordinary small equipment. Therefore, the “Wan Chong†rotary drilling cutter not only solves the problem of the cost and manufacturing cycle of making non-standard special step drills, but also greatly reduces the demanding requirements for processing equipment. This paper mainly describes the performance of the main structural materials of the modern aerospace industry and the problems and solutions in the processing. In summary, the following conclusions can be drawn: Heat-resistant alloy: Due to good red hardness, high strength and poor thermal conductivity, it is easy to produce work hardening. In the cutting process, high rigidity, low resistance, strong vibration suppression and super wear-resistant tools must be used, such as Qi Jie QM series milling. Knives can guarantee high efficiency, low cost, and smooth and efficient processing. Titanium alloy: Due to the low thermal conductivity in the cutting process, high chemical activity is likely to cause high cutting temperature, resulting in diffusion and bonding loss. At the same time, due to the small elastic modulus and high material strength, the cutting force has a great influence on the machining accuracy. Big. Therefore, it is necessary to use the same sharp edge as the QM MAX and S-Head series cutters, the chip with strong chip removal, the small radial force and the strong vibration suppression function, and the low affinity with the titanium alloy. The tool material can be processed with high quality and high volume. Composite material: Because the material is prone to delamination, surface peeling, burring and resin fiber collapse, the tool must be made of polycrystalline diamond ( PCD ). Yan Jie's overall sintered diamond "Beyond Dream" series of tools. Solving the technical limitations of the welded products, the theoretically discussed high-speed, high-efficiency machining becomes possible, and because there is no PCD off-welding risk, the geometry of the cutting edge will not change after re-grinding, which is high. The first choice for high-quality, long-life, stable processing of composite FRP/MMC . Aluminium alloy: In general milling and drilling, not only a large number of tools are needed to meet the shape and size requirements, but also frequent tool changes are likely to cause long time and inefficiency. Therefore, using a multi-function "Wan Chop " rotary drilling cutter such as the AL AL ​​AL-OCHE type, a variety of milling and hole processing of various apertures and shapes can be completed with one knife, reducing tool inventory, improving efficiency and reducing cost for intensive size. Has a very positive meaning.
Apron sink
The apron sink front protrudes slightly from the supporting cabinets, eliminating countertops that cause users to lean forward and over-stress. At the same time, this practical design helps prevent cabinet damage.
Apron Front Installation Sinks
An apron sink is a Kitchen Sink that rises slightly above the counter. Apply in farmhouse, villa and apatrtment.
High quality SUS304 customize sizes and colors. Advanced PVD color and NANO finish satisfy different design kitchen.
Apron Sink,Stainless Steel Kitchen Sink,Stainless Steel Apron Sink,Apron Kitchen Sink Jiangmen MEIAO Kitchen And Bathroom Co., Ltd. , https://www.meiaosink.com ( 1 ) Introduction
(2) Major structural materials and processing problems of aerospace vehicles
(3) High-efficiency and stable processing of heat-resistant alloy
(4) High efficiency and high precision machining of titanium alloy

(5) High-efficiency and high-quality processing of composite materials

(6) High efficiency and high speed machining of aluminum alloy
Conclusion