The combination of the horizontal splitting and the vertical splitting has the advantages of not only ensuring the original structural design of the crankcase, but also realizing the automation of the foaming die-making, which can meet the needs of mass production. The concept of the engine design is to minimize the weight of each component under the premise of satisfying the performance. Therefore, the original design of the crankcase is quite complicated in structure (as shown in Figure 6), and the inner cavity has dense reinforcing ribs and reinforcement. For the web, these structures are easily realized by the ordinary sand casting process, and the use of the lost foam forming process to take the vertical direction to mold can not achieve the purpose of smooth demoulding. If the parting scheme shown in Fig. 4 is adopted, the structure in the vertical direction of the product can be foamed and formed in a horizontal molding process, and the weight of the casting is not increased. Compared with ordinary sand casting cylinder castings, the weight of one piece is reduced by about 10kg, which not only reduces the production cost, but also improves the quality of the casting and the performance of the engine. The disadvantage is that the horizontal glued line intersects the vertical glue line. It is easy to show poor glue here. The remedy is to manually inspect and apply the sealant. Figure 7 shows the physical casting. Combining several representative engine cylinder lost foam process plans at home and abroad, based on years of production practice, we believe that for the automotive engine block lost foam castings requiring mass production, horizontal classification and crankcase are adopted. A fully automated molding and gluing scheme for partial sealing in the direction of the die and for the wall thickness of the outer portion of the crankcase at the partially sealed portion is preferably. 2. Process design of engine cylinder head foam model structure At present, the structural design of the foam model of diesel engine and gasoline engine engine cylinder head is slightly different at home and abroad, and the processing of the classification scheme is gradually uniform, which is mainly due to the forming quality of the foamed mold and the convenience of demoulding. Considering the gluing quality of the overall model; while the structural design of the foam model is slightly different, mainly due to the different materials of the castings. Since the casting temperature of aluminum alloy is around 720 °C and the casting temperature of ferroalloy is around 1440 °C, such a large casting temperature difference results in a structure that can be realized in the lost foam casting process of aluminum alloy (for example, a hole of 7 mm or more is easily cast directly. ), it is difficult to achieve in the ferroalloy lost foam casting process (such as sandblasting and blocking realization when the hole below 12mm is directly cast), which requires us to design the corresponding lost foam casting process for different casting materials. structure. However, no matter how the material of the casting changes, the forming quality of the foamed molding of the casting, the convenience of demolding, and the gluing quality of the overall model are the same. A more consistent approach to the foam model of the engine cylinder head is horizontal layer-by-layer cutting. The principle is to ensure that the die containing the inlet and outlet channels can be smoothly demolded in the two-open mold structure. Previous Next
According to the action requirements, when clamping drill pipe, can achieve the fixed drill pipe; When the drill pipe is relaxed, it can be lifted or lowered.
We mainly produce various specifications and standards of geological core drill rods,core barrels, over shots ,various standards of impregnated synthetic diamond core bits,surface-set diamond bits,PCD reaming shells, surface-set reaming shells, PDC bits and so on.We have strong product development capabilities.Welcome customers to come to our factory to order products. Foot Clamp,Clamping Drill Pipe,Clamp Foot,Sure Foot Clamps wuxi shengmeirun trading co.,ltd. , https://www.wxsmrxz.com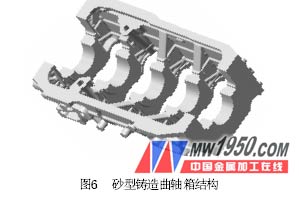

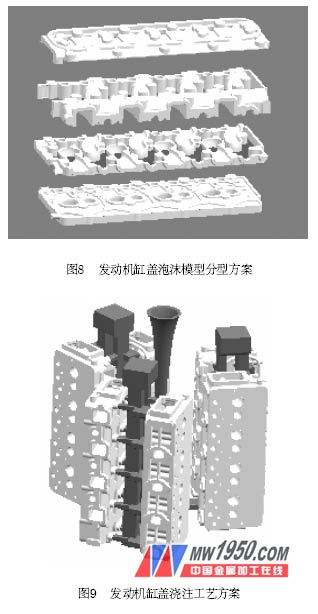
As shown in Fig. 8, the engine cylinder head foam model is horizontally divided into four mold pieces, which are individually foamed and formed into a whole in sequence. The advantage of this type of operation is that it is advantageous for the organization to achieve automated mass production, and the quality of the mold is stable. Figure 9 shows a typical engine-cylinder foam model cluster casting process. This is a casting process scheme for molding a box of 6-piece cylinder head castings. The casting system is designed according to the equilibrium solidification theory, taking A straight: A horizontal 1: A horizontal 2: A inner = 1:1. 2: 2. 2 : 1. 6 . The advantage is that the casting process yield is high, up to 80%, and the small model cluster assembled by each two cylinder head foam model is beneficial to realize the automatic dip coating production process of the robot, which can greatly improve labor productivity and stabilize product quality. .