Cause Analysis and Prevention of Brittle Fracture of Insert Mould
In recent years, several companies have suffered several accidents of brittle fracture damage of forged insert molds. According to the practical experience of many years of enterprise work, after analyzing each link of the production process, the influencing factors should be considered from the aspects of equipment selection, mold design, billet heating, mold preheating, operation and management in the die forging production process. . By taking effective precautions, the occurrence of brittle fracture of the phantom is ultimately reduced.
1. The main cause of brittle fracture
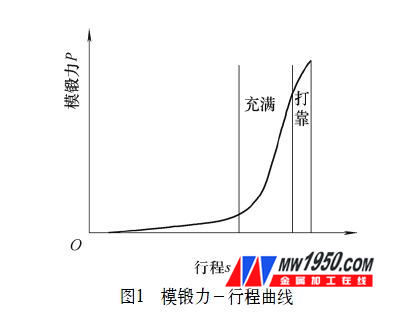
(1) Improper equipment selection Due to the rapid development of large-tonnage hydraulic supports in China, the forgings are correspondingly larger and larger, and the demand for tonnage of die forging hammers is increasing. The improper selection of equipment is reflected in: 1 The tonnage of equipment is insufficient. When the large forgings are produced, the tonnage of the die forging hammer is too small, and the equipment is overloaded, which will increase the number of strikes and increase the burden on the mold. 2 The size of the mold body is too small. Due to the limitation of the working space of small equipment, the geometry of the phantom is small and the strength is relatively low. In the final forming and hitting stage, the amount of forging deformation is small, but the required forging force is the largest (as shown in Figure 1). A considerable portion of the impact energy of the hammer is absorbed by the phantom, and a strong stress concentration is generated at a portion where the cross-section of the phantom is large, such as the root of the dovetail. Under the repeated action of the impact force, cracks are slowly generated here, and rapidly expand and break.
(2) The mold design is not well designed. This case forging technical standards has been following the relevant provisions of the relevant manuals, there is no problem for small and medium-sized forgings, and it is not suitable for large forgings. If the height of the flashing bin is too small according to the recommended data in the manual, the burrs are squeezed into the bin during the entire forming process to participate in the deformation, so that the forging force is multiplied, the phantom is stressed, and cracks are generated. One of the important reasons. The shape of the blank is not standardized. The insert molds used in the production are all single-die 膛 final forging and free forging. The shape of the blank is relatively large, and the shape of the final forging die is quite different. It is easy to appear flashing too early in the forming stage, thus increasing the deformation force.
(3) The billet heating temperature is insufficient to meet the initial forging requirements, resulting in a large real flow stress of the forging forming, thereby increasing the forging force. This is mainly caused by the following reasons: 1 The gas heat value is low. Due to gas quality problems, the required combustion temperature is not reached in the furnace. 2 gas ash is more. The cleaning effect is poor and the ash content is high, which causes the gas pipeline to clog and destroy the aerodynamic effect of the nozzle. The suction air volume of the nozzle is lowered, and the gas combustion is insufficient, causing the temperature to drop. 3 gas water is large. Due to the short pipeline and high flow rate, the water mixed into the gas during cleaning is too late to decompose, and a large amount of heat is taken away during evaporation, thereby lowering the furnace temperature. 4 furnace nozzle aging. The nozzle of the heating furnace is old and backward, the thermal efficiency is low, and the furnace temperature is low. 5 heating time is short. The billet is not enough time to put in the furnace, or the temperature measurement technology is backward.
(4) The mold body is preheated and the mold body has insufficient preheating temperature. The working temperature of the phantom is very low, and the impact material of the phantom material is low, and the brittleness is high, so that cracks are easily generated and rapidly expanded. The mold body preheating temperature is uneven. The preheating method is backward and the holding time is short, which causes a temperature difference between the root of the dovetail and the main part of the mold body, temperature stress exists, and cracks are easily formed under the combined action of impact force.
(5) Poor production management There are no relevant rules and regulations in the whole process of mold feeding, design, manufacture and use, resulting in a series of situations affecting the life of the mold. For example, if the mold of the 5t die-forged insert mold is damaged, there is a quality problem in the test material; the main reason for the damage is that the hammer often works under overload, and the force of the hammer is severely deformed, causing collapse and causing the mold body. The shoulder is in contact with the pin. Under the impact force, the root of the dovetail is subjected to tensile stress, and the crack is formed to cause damage.
(6) Operation method In the rough operation, the impact speed of the hammer is not properly adjusted in the forging stage, so that the speed at which the hammer contacts the forging is too high. It can be seen from the following formula that the forging stage wire deformation amount S1 is small, and the anvil movement amount S1 is also small. When the striking speed v1 is large, the impact force P is large, thereby increasing the phantom load.
2. Prevention of brittle fracture of the phantom
Through the above analysis, it is known that the cause of brittle fracture damage of the mold body is mainly caused by the joint action of excessive forging force, low preheating temperature of the mold body and management and operation. The following focuses on the preventive measures from these aspects.
(1) Control of forging force In order to intuitively and clearly analyze the cause of excessive forging force, as shown in Fig. 2, the problem of expressing the causality is used, and the solution to the problem is found.

Figure 2 Forging force is too large causal
As can be seen from the figure, the forging force is too large for heating, technical and operational reasons, and improvements are proposed for them:
1 Control the heating temperature. The heating and forging temperature of most materials is required to be 1200 ° C. After testing, the actual temperature is only 1000 ~ 1100 ° C, or even lower, which will inevitably lead to excessive forging force. To improve the heating temperature, the following measures should be taken: heating operation is mainly to improve the operator's sense of responsibility and work quality. Only in this way can the furnace temperature and the heating temperature of the billet be increased, and the time from the tapping to the hammering can be reduced. In terms of heating technology, a chamber gas heating furnace using a direct flame jet burner has been used, and the waste heat of the furnace is directly discharged, and the combustion efficiency of the burner and the furnace heating efficiency are both low. After testing, the flat flame burner can increase the furnace temperature by 150-200 °C under normal conditions and reduce the forging force by about 33%. In terms of heating coordination, the quality of coal supply is required to be high. The gas station ensures that the calorific value, sulfur content, water content and pressure of the gas are within the acceptable range, thereby increasing the furnace temperature, reducing the oxidation addition amount of the forging material, and achieving the purpose of reducing the forging deformation force. .
2 Improve design techniques. The flashing groove should be designed to increase the height of the warehouse or to form a multi-stepped warehouse at the periphery of the flashing bridge. The combination that allows the flash to disengage the upper and lower molds while expanding outward does not participate in the deformation of the entire forming process. Disengagement from the module also reduces the rate of temperature drop, keeping the flow stress of the material at a lower value, which reduces the deformation force by approximately 35%. Improve the design accuracy of the blank, so that the shape is close to the shape of the final forging groove. At the same time, the surrounding burrs are even, the material is rich, and the amount of metal flowing out during the forging phase is small. It is also possible to avoid the occurrence of premature deformation of the flash ginseng in the mold, thereby reducing the deformation force. The material should be accurate, otherwise the material is too large, the compressive stress of the metal in the whole cavity is large, which is easy to cause the bulging of the cavity (the maximum bulging amount can reach about 4%), and finally the forging deformation force Increase.
3 Improve the level of operation. Another aspect that is more harmful to the phantom is the wrong operation. Sometimes the blank is offset from the normal position in the cavity when the blank is jumped or hammered. When the operator saves the blank, it is possible to use a method that exceeds the normal forging impact to perform a combo. In order to avoid the above situation, the operator should strive to improve the operational skills, meticulous operation, to prevent errors from occurring. The collective operation of the team during forging is very important. The puller should master the time of the billet, not too early, so as not to reduce the temperature when waiting. In addition, auxiliary operations such as descaling, transportation, and discharging should also be prompt and accurate, minimize the residence time of the material, and ensure that the blank has a higher initial forging temperature. When the company produces die forgings, it is customary to use sawdust as the release agent for the cavity, but the sawdust does not have a lubricating effect when the metal flows, so that the metal and the cavity are in a dry friction state, and thus the friction factor is large. If a graphite lubricant can be used to reduce the friction factor by 0.1, the forging force can be reduced by 7.6% in the same situation. For workpieces with abnormal conditions, such as large material (material head), low temperature and sticking mold, the operator should adjust the hammer impact force in time, or reheat, do not save time, increase the impact force, and cause the mold body harm.
(2) Increasing the preheating temperature of the mold body generally requires the preheating temperature to be 150 to 300 ° C, but the actual temperature can only reach 100 ° C or even below. Here, it is mainly indicated that the temperature of the lower mold body is difficult to meet the required requirements. The working temperature of the phantom is lower, and the impact toughness is lower, so that the proportion of the rupture of the lower phantom is relatively high. To solve this problem, you should change the company's current warm-up method.
Increase the baking surface. In addition to the baking between the upper and lower molds, it is also possible to weld a burner dedicated to baking on both sides of the mold body, preferably with a baking flame surrounding the root of the entire lower mold body. The baking area is increased, and the mold body is closely attached to the mold body due to the wall effect of the hot air flow, so as to isolate the heat dissipation path of the lower mold body and improve the preheating efficiency. And the crack source of the phantom is generally generated at the root of the dovetail. The baking method can improve the preheating temperature of the dovetail portion, improve the impact toughness, and reduce the occurrence of cracks.
Develop a preheating system. In order to enhance the operator's awareness of scientific preheating of the phantom, an infrared thermometer can be used to measure the temperature instead of visually preheating the temperature. And the preheating system is formulated. When the preheating temperature is lower than the specified temperature, the operation cannot be performed to ensure that the working temperature of the mold body is at an optimum state.
(3) Establish management rules and regulations Establish a set of rules and regulations to ensure that the forging die is in the best working condition in all aspects of feeding, inspection, design, manufacturing, production and daily maintenance. The content of the system should be stipulated from the following aspects: 1 Incentive. Provisions should be made in terms of interests, honors and responsibilities to encourage the enthusiasm of operators, fully mobilize the intrinsic potential of personnel, and improve technical theoretical knowledge and operational skills. 2 can adapt to dynamic changes. The system can randomly standardize operating methods and mold usage at any time in a dynamic production environment. If the shoulders of the mold body are finished at the time of mold manufacturing and processing, there is a gap in the installation of the anvil. During the production process, the anvil is deformed, and the relevant dimensions of the fit are changed. The shoulder and the anvil or the pin have contact. As the production progresses, tensile stress is generated at the dovetail, which causes cracks in the stress concentration. If there are provisions in the rules and regulations that adapt to changes, and the relevant dimensions are inspected at any time, the hidden dangers can be eliminated in time. 3 has the role of archives. It is stipulated that there are archival records from the feeding, design, manufacture, use and damage of the phantom for analysis and research, and to accumulate data for improving the life of the phantom. At the same time, it is also possible to arrange the input of new phantoms according to the records, and to grasp the scientific data of the quality assurance ability of different phantoms.
3. Conclusion
In summary, the prevention of brittle fracture of the phantom should be considered in terms of reducing deformation force, preheating and management. If you can check the above-mentioned influencing factors before each work, correct the mistakes in time, and eliminate the adverse effects, the life of the mold body will be greatly improved. The above is some of the experience in the production practice, for your colleagues to work in reference.
This pwm decoder is able to accept 12-24VDC. 2811 dmx decoder is able to accept DC5V or DC6-24V. Led light test mode available with our decoder . The DMX to SPI converter is designed with advanced microchip technology to convert the universal standard DMX512/1990 signal into standard SPI(TTL) signal to control LED lights based on WS2801, LP6803, or similar chips. Each decoder can decode 512 channels. This compact decoder connects to DMX Devices like Luna, ISEELED DMX controller or any DMX light controller allowing its user to create endless possibilities and light shows.
Photo show of SPI DMX LED Decoder:

Spi Dmx Led Decoder,2811 Dmx Decoder,24V Led Dmx Spi Decoder,Dmx To Spi Led Decoder
Shenzhen Iseeled Technology Co., Ltd. , https://www.iseeledlight.com