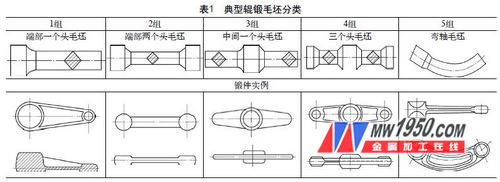
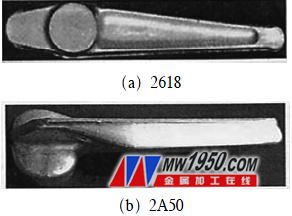
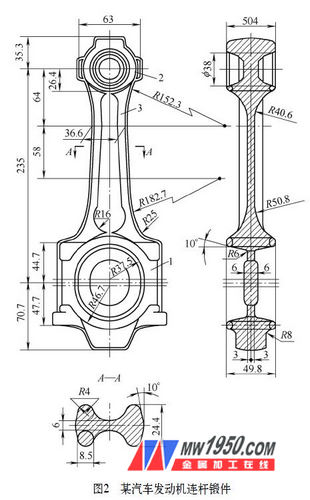
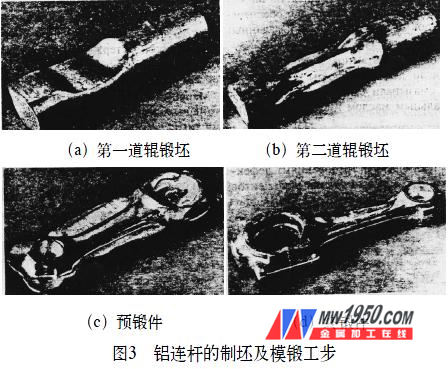
In recent years, due to rising energy prices, the automotive industry has demanded lightweighting. If the weight of a car is reduced by 10%, the fuel consumption can be reduced by 8% to 10%. For every 1kg reduction in aircraft and engine quality, the cost of use is typically $220-440 per hour. Japan has invested enormous manpower and material resources in the research and development of aluminum alloy forging. In 2009, the output of Japanese aluminum alloy forgings was 30 459 tons, accounting for 2.75% of the entire die forgings. Honda Motor Co., Ltd. issued a strategy report in October 2004, saying that each car will use 200kg aluminum alloy parts, 40kg of which are forgings. After the deformation of the slab reaches 80%, the fatigue strength increases by 20%, calcium is added to the slab, and the impact toughness is increased by 25%. Toyota Motor Corp. says the new process has reduced material costs by 25%. In terms of casting, the previous lever is an example, and the weight is reduced by 43%. Russia and other countries have initially completed the scientific research of using aluminum alloy as the connecting rod of automobile engine instead of 40Cr material connecting rod. Compared with 40Cr, the total cost of 2A50 (LD5) aluminum alloy connecting rod is 10%~12% higher, but other More indirect benefits. And analyze the possibility of manufacturing parts with new aluminum alloys: front beam, cam, suspension lever, bearing housing, steering fork, rear axle sleeve and frame beam. It can be seen that in the modern development of the automobile manufacturing industry, the use of the die forging process with less consumption of aluminum alloy is a realistic direction. Especially in the civil aviation industry, the use of aluminum alloy parts is 60%~70%, high material consumption, large labor, long manufacturing cycle of high quality die forgings (repeated heating in 2~3 steps) Side, pickling, grinding) troubled them. 1. Billet forging by roll forging In the years of production practice, the author has found a solution to reduce the consumption of precious metals, the amount of labor for manufacturing forgings, and improve the quality and productivity. One of the solutions to the problem is to manufacture aluminum alloy blanks by roll forging in mechanical manufacturing enterprises, so that the shape of the parts can be maximized. And size and ensure the necessary physical and mechanical properties. Table 1 shows the blank forging after the roll forging which is most commonly encountered in production. There may be other combinations of elements such as heads, poles, etc. On the basis of a typical blank classification, the structural state of the contour of the die forging is even possible to obtain a roll forging blank. In the first set of die forgings (see Table 1), the process of roll forging blanks distributes the original blank metal to eliminate complex rib folding, rib flow, interlayers, cracks, fiber flow turbulence, and continuity caused by excessive deformation. Destructive defects, even for the manufacture of high quality forgings with high utilization factor and low labor. According to the influence of the non-contact area of ​​the roll blank on the actual deformation center size and the defect probability of using the pre-forged groove in the aluminum alloy die forging, the blank has several shapes before the pre-forging: symmetrical and asymmetrical or even curved. Figure 1 shows a typical first set of blanks and forgings. Fig. 1 The mechanical test results of the first set of forgings forging from aluminum alloy after roll forging (sampling in the forging forging of the roll forging blanks by T6) are shown in Table 2. A comprehensive analysis of the macroscopic, microscopic and mechanical properties of the roll forging blank after die forging shows that the corresponding indicators greatly meet the requirements of GJB/2351-1995. The application of the high-productivity process of roll forging blanks followed by die forging in the mechanical manufacturing industry proves that the roll forging process is an advanced direction for the development of forging production. The manufacture of aluminum alloy blanks by roll forging ensures that: (1) Improve the metal structure, even the stress-strain state diagram. Under the condition of roll forging, the degree of compression deformation of the blank is greatly improved, ensuring good microstructure in the central region and fine grains in the metal flow direction. (2) Since the accuracy of the blank is improved, the shape and size of the forging are maximized, so the life of the mold is increased by 20% to 35%. (3) Reduce the nominal loss of the blank by 10%~25% (related to the shape of the blank). The shape and size of the roll forging blank are close to the shape and size of the forging. (4) Due to the removal of the difficult and slow lengthening and grinding process before die forging, after pre-forging on the forging hammer, the hoe is punched on the flat forging machine, usually with burrs, pickling, grinding defects, etc. The labor for forging manufacturing has been reduced by 15% to 35%. (5) The cost of manufacturing forgings is reduced by 25% to 35% due to reduced metal loss, increased yield, reduced mold consumption and energy. (6) The application of die forging after aluminum alloy roll forging has high technical and economic benefits, and this process can be recommended to a large number of forgings manufacturing enterprises. 2. Specific case The aluminum alloy forgings of a certain automobile engine are shown in Figure 2. The material is wrought aluminum 2A50 (LD5), which is a medium-strength wrought aluminum alloy. (1) Preparation of blank and mold design The preparation of the aluminum alloy blank was carried out by roll forging, and according to calculation, a total of 2 rolls were forged. The first way, by the hole shape "circle-square", as shown in Figure 3a. The middle part along the axis of symmetry is rolled to a thickness of 22.6 mm, and the small head section is 57 mm long and rolled to a thickness of 48 mm. The total length after the first roll forging is about 270 mm, which is 30% longer than the original blank. In the second pass, the hole shape is “square-circleâ€, and the blank is turned 90° after the first roll forging into the second hole shape. The length of the blank after two rolls of forging reached 345 mm. Increased by 29% relative to the length of the first track, as shown in Figure 3b. After two rolls of forging, the temperature of the blank does not decrease much. This is because during the completion of the roll forging step, the contact time between the blank and the mold is short, and the temperature of the mold is also high, so the heat dissipation is small. At the same time, its deformation energy is converted into heat energy. Therefore, the blank of the semi-finished product does not need to be reheated, that is, pre-forged and final forged on a 25 MN hot forging press. The final forging temperature of aluminum alloy is low, and the coefficient of linear expansion of the hot forging is from 0.009 to 0.010. The final forging temperature is controlled above 350 °C. (2) Before the die forging process, the module is preheated to 250 ° C; the mold is lubricated with cylinder oil + colloidal graphite. The thickness of the pre-forging is 1.5 to 2 mm thicker than the same-sized forging of 40Cr. The height of the forged flash bridge is 4mm. Figure 3c is a photograph of the pre-forging, and Figure 3d is a photograph of the final forging. Cutting the edge on a 2.5 MN press, the weight of the flash is about 12% of the weight of the forging, which is 10% less than the original anvil. (3) Heat treatment and mechanical properties 515 ° C heat preservation 30 min quenching; artificial aging 155 ° C heat preservation 10 h, air cooling, hardness requirements 134 ~ 129HBW, σ b = 413 ~ 438MPa, δ = 16.6% ~ 17.4%, fully meet the relevant technology standard. 3. Conclusion Compared with the conventional anvil blank re-forging, the roll forging blank is 10% to 25% more than the anvil material; the mold life is increased by 20% to 35%; the cost of manufacturing the forging is reduced by 25% to 35%; Reduce the amount of grinding, acid and alkali cleaning labor, and effectively improve productivity. At the same time, the mechanical properties of forgings increased by an average of 20%. The basic national policy that meets the requirements of energy conservation and environmental protection is a process worthy of promotion. This is a pump designed to increase the water pressure available from the public water supplier system. Professional High-pressure Cleaners,Ultra high pressure Washer,Battery high Pressure Washer,Industrial high pressure washer AWLOP CO.,LTD , https://www.awlop.com