Tap diameter error is a problem often encountered in tap production, which has a serious impact on quality. Since the contact surface of the thread is mainly on the one-side tooth surface and the median diameter of the thread, the error of the medium diameter will cause the change of the thread tooth thickness and the weakening of the joint strength, which will accelerate the tooth surface wear and affect the adjacent and partial taps. Accumulated error of pitch, resulting in uneven rotation torque, affecting transmission and displacement accuracy. It can be seen that the consequences caused by the error in the diameter of the tap are very serious. Next page
Standard:
The blind flange is also called the blind plate, which is called the flange cover. It is a flange without holes in the middle to seal the pipe plug. There are many kinds of sealing surfaces, such as plane, convex, concave convex, tenon groove surface and ring connection surface.
Blind Flange,Stainless Steel Flanges,Stainless Steel Blind Flange,Forged Blind Flange HeBei GuangHao Pipe Fittings Co .,LTD (Cangzhou Sailing Steel Pipe Co., Ltd) , https://www.guanghaofitting.com
How to meet the precision requirements of the tap, ensure the quality of the product, eliminate the medium diameter error, and eliminate the failure of the thread grinder is a difficult problem often encountered in the tap thread grinding process.
The accuracy of the thread diameter can be divided into: medium diameter dimension tolerance; medium diameter roundness; medium diameter taper. The main reason for the medium-diameter size error is that the re-positioning accuracy of the grinding wheel frame is not good, and the repeated positioning accuracy of the cross-feeding hand wheel is unstable. This question is a good judgment, and it is relatively easy to overhaul. The taper error of the middle diameter is mainly for the error caused by the long thread such as the processing screw, and it can be ignored for the production of the tap. Here we mainly discuss the problem of the roundness of the tap diameter. The roundness of the medium diameter is extremely poor, that is, the "live flat" often said. There are two Inch 7901 thread grinders in our factory. For many years, there have been "live flats" that have not been solved. The following is a brief introduction to the influencing factors that may cause the roundness of the medium diameter and the solutions to be solved in the repair through the experience in theory and practical work.
1 The head frame spindle rotation accuracy is out of order. This is due to the excessive clearance between the headstock main shaft and the bearing. This accuracy tolerance is directly reflected in the 1:1 diameter of the processed tap. For the headstock spindle of our factory's thread grinder, there is a type of headstock that does not turn at the top, commonly known as "dead top." Therefore, there is no such problem. However, another type of thread grinder is a live-top type in which the head of the headstock rotates together with the main shaft. The radial runout of the headstock of such a machine head should not exceed 0.01 mm. If it exceeds 0.01 mm, the rotation accuracy is excessive. For the rolling bearing type, it is necessary to replace the bearing and the grinding spacer; for the sliding bearing structure, it is necessary to adjust the bearing bush and re-grind to achieve the accuracy requirement of the headstock spindle.
2 The top cone's beating is out of tolerance. This means that the front and rear tips are not round. It includes both the 60° cone of the top tap and the Morse cone mounted on the workpiece spindle and the tailstock sleeve. This accuracy requires that the taper beating should be within 0.005mm, otherwise it needs to be replaced and repaired.
For a thread grinder with a head-mounted spindle with a “live top†structure, the impact of the top jump of the headstock on the tap is greater than the impact of the tail tip jump on the tap. In order to eliminate the combined error caused by the top rotation of the headstock, this type of thread grinder has a head-mounted self-grinding device. For example, Y7520WMM582, Soviet-made MM5K822B type, etc., after the self-grinding top jump can reach 0.003mm. The British 79 series thread grinders often have problems with roundness in the middle diameter because they do not have a self-grinding attachment. Therefore, if the 7901 is equipped with a self-grinding top device, it is estimated that the problem of “live flat†will be greatly improved.
3 The taper of the center hole of the tap is not round. This is because the front center hole is not well, which is a problem that often occurs. The solution is to grind the center hole and keep the contact area with the tip at around 80%.
4 The headstock dial is installed with a deviation. If the screw on the lever clamps the taper end of the tap too tightly, the error on the dial will be transmitted to the thread. The solution is to correct the deviation of the dial so that the screw on the lever has a slight gap with the taper tail.
5 The table is not moving smoothly. Check that the roller frame ensures that each roller can smoothly roll. In addition, local wear of the bed rail causes loss of geometric accuracy and will also cause the table to move unsteadily. The following analysis of the impact of the three errors of the guide rail on the precision of the tap processing: 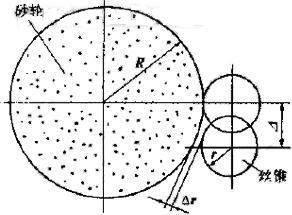
figure 1
ANSI B16.5,ANSI B16.47,ANSI B16.48, ANSI B16.36, MSS SP-44
EN1092-1 BS 4054 clients 'dwg
AWWA C207 Class D Ring
AWWA C207 Class D Blind
AWWA C207 Class D Hub
AWWA C207 Class E Ring
AWWA C207 Class E Blind
AWWA C207 Class E Hub
Size: 1/2''~60''
Class Rating: 150~2500
Facing: RF(raised face);FF(flat face);RTJ(ring type joint);RJ(ring joint face)
TG(tongue and groove face);MFM(male and female face)
Manufacturing process: forge,
Material:
Carbon steel:
ASTM A105;
ASTM A266 GR.1,GR.2,GR.3,GR.4
Stainless steel:
304/SUS304/UNS S30400/1.4301
304L/UNS S30403/1.4306;
304H/UNS S30409/1.4948;
309S/UNS S30908/1.4833
309H/UNS S30909;
310S/UNS S31008/1.4845;
310H/UNS S31009;
316/UNS S31600/1.4401;
316Ti/UNS S31635/1.4571;
316H/UNS S31609/1.4436;
316L/UNS S31603/1.4404;
316LN/UNS S31653;
317/UNS S31700;
317L/UNS S31703/1.4438;
321/UNS S32100/1.4541;
321H/UNS S32109;
347/UNS S34700/1.4550;
347H/UNS S34709/1.4912;
348/UNS S34800;
Alloy steel:
ASTM A694 F42/F46/F48/F50/F52/F56/F60/F65/F70;
ASTM A182 F5a/F5/F9/F11/F12/F22/F91;
ASTM A350 LF1/LF2/LF3;
Duplex steel:
ASTM A182 F51/S31803/1.4462;
ASTM A182 F53/S2507/S32750/1.4401;
ASTM A182 F55/S32760/1.4501/Zeron 100;
2205/F60/S32205;
ASTM A182 F44/S31254/254SMO/1.4547;
17-4PH/S17400/1.4542/SUS630/AISI630;
F904L/NO8904/1.4539;
725LN/310MoLN/S31050/1.4466
253MA/S30815/1.4835
Nickel alloy steel:
Alloy 200/Nickel 200/NO2200/2.4066/ASTM B366 WPN;
Alloy 201/Nickel 201/NO2201/2.4068/ASTM B366 WPNL;
Alloy 400/Monel 400/NO4400/NS111/2.4360/ASTM B366 WPNC;
Alloy K-500/Monel K-500/NO5500/2.475;
Alloy 600/Inconel 600/NO6600/NS333/2.4816;
Alloy 601/Inconel 601/NO6001/2.4851;
Alloy 625/Inconel 625/NO6625/NS336/2.4856;
Alloy 718/Inconel 718/NO7718/GH169/GH4169/2.4668;
Alloy 800/Incoloy 800/NO8800/1.4876;
Alloy 800H/Incoloy 800H/NO8810/1.4958;
Alloy 800HT/Incoloy 800HT/NO8811/1.4959;
Alloy 825/Incoloy 825/NO8825/2.4858/NS142;
Alloy 925/Incoloy 925/NO9925;
Hastelloy C/Alloy C/NO6003/2.4869/NS333;
Alloy C-276/Hastelloy C-276/N10276/2.4819;
Alloy C-4/Hastelloy C-4/NO6455/NS335/2.4610;
Alloy C-22/Hastelloy C-22/NO6022/2.4602;
Alloy C-2000/Hastelloy C-2000/NO6200/2.4675;
Alloy B/Hastelloy B/NS321/N10001;
Alloy B-2/Hastelloy B-2/N10665/NS322/2.4617;
Alloy B-3/Hastelloy B-3/N10675/2.4600;
Alloy X/Hastelloy X/NO6002/2.4665;
Alloy G-30/Hastelloy G-30/NO6030/2.4603;
Alloy X-750/Inconel X-750/NO7750/GH145/2.4669;
Alloy 20/Carpenter 20Cb3/NO8020/NS312/2.4660;
Alloy 31/NO8031/1.4562;
Alloy 901/NO9901/1.4898;
Incoloy 25-6Mo/NO8926/1.4529/Incoloy 926/Alloy 926;
Inconel 783/UNS R30783;
NAS 254NM/NO8367;
Monel 30C
Nimonic 80A/Nickel Alloy 80a/UNS N07080/NA20/2.4631/2.4952
Nimonic 263/NO7263
Nimonic 90/UNS NO7090;
Incoloy 907/GH907;
Nitronic 60/Alloy 218/UNS S21800