Door Skin is one of main products of Luli Group Co., Ltd(Mainland).Our high quality Door skin is adopting HDF as basic material, surface laminated Natural Veneer, melamine paper or pvc. during vacuum molding machine, the high temperature and pressure, with one or two forming technology to produce.
Advantages of Door Skin:
• Eco-environmental
• More beautiful
• More convenient
• No cracking, no deformation
Usage of Door Skin:
Luli Group Co., Ltd adopting"Prodcution line, Ecological development", has been selected and favored by more and more customers. It is mostly used as the main material of door of Kitchen, Washing Room, Baching room etc.
Kinds of Door Skin:
• One forming Door Skin
• Two forming Door Skin
• Natural Veneer Door Skin
• Melamine Door Skin
• PVC Door Skin
Details of Door Skin:
Size: 660/720/820/920/1020/1050x2150
Thickness: 2.8MM, 3MM, 4.2MM
Material: HDF
Door skin Door Skin,Veneer Door Skin,Wood Door Skin,Door Panel Skins Luli Group Co.,Ltd. , https://www.cnluli.com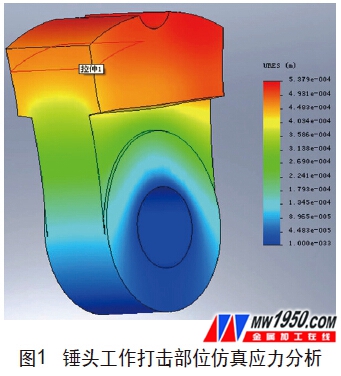


Application of Digitization and Alloying Technology in Hammer Production
At present, the limestone crushing of the new dry process cement production line mostly adopts a single-stage hammer crusher. When the SiO 2 content in the limestone is high or the crystal size is too large, the life of the hammer head is seriously reduced, and the crushing cost is sharply increased. For the crushing of limestone containing abnormal SiO 2 , the technicians of our company have successfully developed the second generation of “Dajinya†hammerhead by using modern digital technology and advanced casting technology, and officially put it on the market, which has won the praise of users. .
1. Service conditions for the working condition of the hammerhead
The hammer head is the main consumable part in the crusher, and the service life of the hammer head has a direct impact on the stable production and production cost of the enterprise. The main factors affecting the service life of the hammerhead are the abrasiveness of the crushed material itself, the line speed of the hammerhead, and the crushing method of the hammerhead. The main failure mode of the hammerhead is wear failure. In order to improve the service life of the hammerhead, it should be optimized according to the main failure mode of the hammerhead, which ensures that the hammer handle has high impact toughness to resist the huge material damage. Impact without breaking, but also increase the wear resistance of the hammer hitting part, thereby increasing the service life of the entire hammer.
The second generation of "Dajinya" super hammerhead of our company is in accordance with the above requirements, using the dispersion casting process, using high-quality reinforced ultra-high manganese steel as the hammer base material, and embedding high strength and toughness in the working wear parts. Hardness metal block - the reinforcing phase WTi/C, which utilizes the reinforced phase that gradually bulges during wear to withstand wear, thereby creating a "shadow effect" on the substrate. This not only inherits the high toughness, high reliability and good wear resistance of the high-quality ultra-high manganese steel matrix, but also enhances the wear resistance of the super-hard tungsten-titanium alloy, thus achieving the “good steel used in the cutting edgeâ€. .
2. Application of digital technology
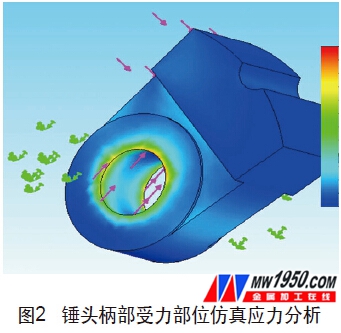
(1) The most basic performance requirements of the crusher for the hammer: First, the hammer handle does not break; second, the hitting part does not fall off; the third is wear-resistant. In order to prevent the serious accident of the hammer head breaking during use, we use the modern digital finite element structural analysis technology to simulate the stress analysis cloud diagram of the hammer head work and find the stress zone during the working process of the hammer head (see Figure 1 and Figure 2). ), combined with the service conditions of the hammer, the hammer handle and the base material and the reinforcement of the working part are selected.
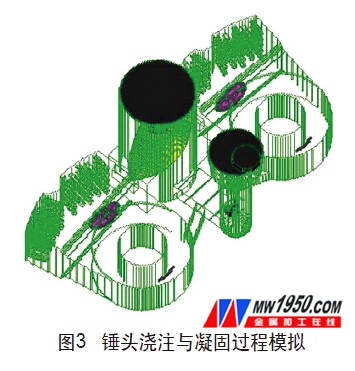
(2) According to the hammer head work simulation
The force analysis cloud analysis conclusion, the casting CAD technology is used to simulate the casting process, the process plan optimization is realized, the production trial cycle is shortened, and the cost is saved. We use Huazhu CAE numerical solidification simulation software to simulate the solidification process in the production of hammerhead, and optimize the casting process of the hammerhead, so that the base of the hammerhead is denser and the alloy and the matrix are well combined, as shown in Figure 3.
3. Optimization of hammer material and process technology
(1) Chemical composition design Because the hammer head crushes several tons of limestone with high-speed rotation of the rotor, the impact force is very large. It is necessary to use high-toughness wear-resistant material, austenitic high-manganese steel is the best choice. However, the ordinary high manganese steel has low yield strength and is prone to plastic deformation. Therefore, in recent years, about 2% of Cr (mass fraction) is added to improve the yield strength and wear resistance. Since the thickness of the hammer head is large (160-180 mm), the central portion is also a full austenite structure, and the manganese content is increased by lowering the carbon content, but the columnar crystal growth is easily increased after the manganese content is increased. Adding multiple trace elements such as Mo, Ni, V, Ti, B, W, RE, etc., through fine alloying to refine grains, metamorphic slag, improve metallurgical quality and comprehensive wear resistance.
According to the chemical composition design principle, it is designed as ZGMn18Cr2VTiBNbRE, and its chemical composition is shown in the attached table.
(2) Metallurgical quality First, the charge should be selected and dried to control the surface quality of the scrap and reduce the hydrogen and oxygen content in the molten steel, especially for induction furnaces. The content of phosphorus in ferromanganese is relatively high. When purchasing ferromanganese, the ferromanganese alloy with low phosphorus content should be selected. When smelting, ferromanganese should be added to the furnace to reduce the amount of burning, and the iron alloy added afterwards should be baked beforehand.
The basic furnace is used to build the furnace, and the bottom of the furnace is used to slag to control the quantity, distribution and grade of inclusions.
Our company takes the lead in the domestic use of furnace argon refining and refining technology, so that the steel liquid inclusions are less, more pure, and the metallurgical quality is optimal.
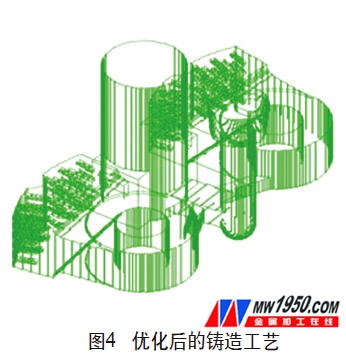
(3) Casting process mold: the wear part of the hammer head is made of external cold iron or covered with cold iron. The inner runner is introduced from one side, and the side of the hammer head is easy to cut the riser. In order to obtain the as-cast fine grains and reduce the amount of carbide precipitation, in addition to controlling the pouring temperature, it is also necessary to place the outer cold iron on the thick parts, which can increase the density of the hammer base and reduce the shrinkage and looseness. Since the austenitic high manganese steel body shrinks greatly, in order to prevent shrinkage cavities, a side riser must be provided. In the process, the method of supplementing and heating is used to enhance the feeding effect. The MnO in the austenitic high manganese steel liquid is alkaline, and the SiO2 in the molding sand is easy to produce chemical grit. Therefore, the best magnesia high aluminum powder and chromite powder are used as coatings to improve the surface quality of the casting.
The casting process of the Dajin tooth hammer head is shown in Figure 4.
(4) Casting process Austenitic manganese steel is easy to produce coarse crystal structure due to high carbon content, low thermal conductivity and fast crystallization speed. When the heat transfer is directional, columnar crystals are often formed, and there are microscopic porosity and inclusions between the dendrites, which affect the properties of the steel. Especially the size of the as-cast grains of the standard austenitic manganese steel is difficult to heat-treat. Changed, so high-temperature smelting and low-temperature casting are required in production, and the tapping temperature must be strictly controlled. In addition, the low pouring temperature can also reduce defects such as hot cracking, shrinkage, sand and pores, saving energy.
(5) Heat treatment process Heating temperature is as low as possible to ensure that the carbide is fully dissolved. The quenching water temperature shall not be lower than 950 °C. The ratio of parts to water should be 1:8 and the water temperature should be below 30 °C. We found that austenitic high-manganese steel with a thickness greater than 80 mm is water-stable, and the core has a slow cooling rate, and acicular carbides are precipitated, which degrades performance. In order to reduce the difficulty of solid solution of carbide at high temperature, reduce energy consumption and shorten the production cycle, the hammer head with a thickness of less than 100mm can be used to enter the furnace at 200 °C, and the temperature is raised at 70-80 ° C / h, without 650 ° C insulation. Water tough process.
On the heat treatment equipment, according to the characteristics of our company's products, we have developed a special semi-insulated bell-type hammerhead special water-resisting electric furnace, which makes the surface of the hammer head oxidized and decarburized less, and the optimized heat treatment process parameters are designed to make the solvent soluble. There are fewer carbides and precipitated carbides.
(6) Clean the pouring riser which can not be knocked out in the as-cast austenitic high-manganese steel, and can be water-polished and then watered and cut.
4. Comparison of economic effects
The domestic DPC2022 crusher of a cement group originally used Mn18Cr2 hammerhead, and the average hammerhead (50 pieces each, 120kg each) crushed limestone 450,000 tons. After using our company's Dajin tooth hammer, the average hammer hammer crushed 850,000 tons of limestone. The hammer of the big gold tooth has increased by 25.4% compared with the original hammer.
5 Conclusion
Through the application of the above modern digital technology and the optimization of the substrate material and process parameters, the base structure of the hammerhead produced by our company is more pure and compact, and it is safer and more reliable in use. The service life is longer than that of the first generation of “Dajinya†hammerhead. Increase by 30% to 50%, which is 50% to 100% higher than the national standard Mn18Cr2 hammer.
About the author: Ma Feng, Zhengzhou Dingsheng Engineering Technology Co., Ltd., accessories director. The research direction is the production process of wear resistant materials.