Third, the casting process design Main process parameters 2. Design and production of molds and tooling 4. Riser design Previous Next Compensation Resistors Gauges,Temperature Compensated Strain Gauge,32Ohm Temperature Compensated Strain Gauge,95Ohm Temperature Compensated Strain Gauge Zhejiang Nanhua Electronic Technology Co., Ltd , https://www.nhloadcell.com
The casting process is shown in Figure 1. The main technical parameters of the pattern: the scale is 0.8%, the draft is 1:100, and the processing volume is 14mm. 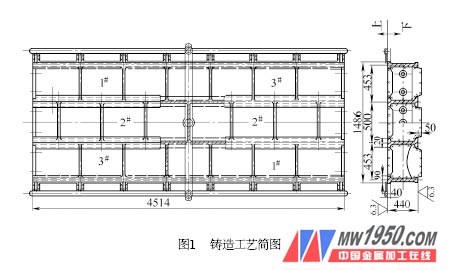
The appearance quality and dimensional accuracy of the resin sand castings mainly depend on the molds. It is required that the molds for resin sand production must have good mold release and high mold-drawing strength. For this reason, we design the outer molds and core boxes used for the production of trolleys. It is a special metal mold with a metal-shaped bottom plate and a special sand box. In addition, the outer mold, sand box and bottom plate should be accurately positioned.
3. Calculation of the gating system
After the spheroidization and inoculation treatment, the temperature of the molten iron drops greatly and is prone to oxidation. Therefore, the pouring system should have: First, it can transport iron in a large amount; second, it has better slag blocking ability.
(1) Determination of the pouring time. 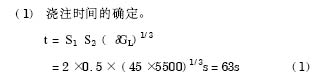
t——— pouring time, s;
δ———the average wall thickness of the main part of the casting, 45mm;
S 1 ——— coefficient, taking 2. 0;
S 2 ———Correction coefficient, taking 0.5.
G L ——— pouring weight, 5500kg.
(2) Determination of the total cross-sectional area of ​​the ingate. 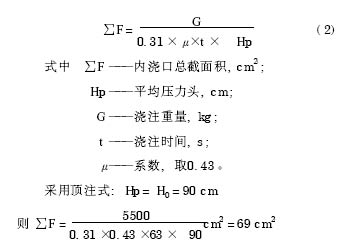
(3) Determination of the dimensions of each component of the gating system. Medium-sized non-thick-wall ductile iron castings generally use a closed casting system: Σ F Inner: ΣF 横: ΣF straight = 1: For this purpose, we choose the cross-section size and number of the sprue to be 16-50mm × 10mm, the cross section of the runner Dimensions and quantities are 2 - 65 / 55mm × 40mm, sprue I section size and number is 2 - 85mm / 80mm; runner II (cross bridge sprue) section size and quantity is 2 - 110 / 95mm × 50mm The cross-section size and quantity of the sprue II are 1-125mm/120mm, and the ratio of the cross-sectional area of ​​the pouring system is: ΣF inner: ΣF transverse I:ΣF straight I:ΣF transverse II:ΣF straight II=1:1:20:1 26:1. 28:1. 41.
The resin sand has good rigidity and high sand strength at the initial stage of casting. This has the condition to utilize the graphitization expansion in the solidification of the cast iron to effectively eliminate the shrinkage and shrinkage defects, but in order to smoothly discharge a large amount of gas during the casting process, A 25mm outlet riser should be evenly placed on the cover box.
When the liquid shrinks after pouring, the large riser plays the role of feeding the casting. However, due to the good insulation performance of the resin sand casting, and the riser directly communicates with the external environment, the solid shrinkage is earlier than the casting body, causing the riser to shrink in the solid state. The molten iron from the casting body compensates for its shrinkage. In order to solve this problem, we designed a neck-reducing riser to make the riser neck solidify before the upper end of the riser, which not only plays the role of filling the casting body during the liquid shrinkage process, but also prevents the rise of the riser during the solidification process. The phenomenon of pumping is also easy to remove the riser.