High-speed grinding is the most attractive high-efficiency grinding technology in today's advanced manufacturing field, with excellent processing performance. Quick-point Grinding was developed and patented by German Junker in 1994 by Mr. Erwin Junker. ) is another new development in high-speed grinding technology. It integrates three advanced technologies of high-speed grinding, CBN super-hard abrasive and CNC flexible processing, and has excellent processing performance. It is another new high-speed grinding technology in high efficiency, high flexibility and high-quality production in mass production. development of. This process is mainly used for the processing of shaft and disc parts. The axis of the CBN or synthetic diamond superabrasive grinding wheel forms a certain inclination angle with the workpiece axis in the horizontal and vertical directions. The thin grinding wheel forms a small area point contact with the workpiece, and the continuous trajectory numerical control technology is used to grind at a high speed, which can be combined with the grinding machine. Process. It has the versatility and high flexibility of CNC turning, and has higher efficiency and precision. The grinding wheel has long service life and stable quality. It is an excellent combination of new-generation CNC turning and high-speed grinding, and it has become the main technology of high-speed grinding. One of the forms. (2) Rapid point grinding generally uses metal bond super hard abrasive (CBN or synthetic diamond) ultra-thin grinding wheel, the diameter is generally 300 ~ 400mm, the width is 4 ~ 6mm, the thickness of the radial abrasive layer is 5mm. Junker's fast point grinding machines use a number of patented technologies, such as the grinding wheel three-point positioning installation system and online dressing system, and the electronic balance automatic control system for the grinding wheel spindle. The high-precision hydrostatic cylindrical guide technology (Fig. 2) is used in the X direction to increase damping and achieve accurate micron-level precise feed-in feed. The Z-direction (longitudinal) feed uses a ball screw with a preload and a flat/V-coated guide. The machine is equipped with a high-pressure grinding fluid double nozzle supply system to ensure the machining performance and machining accuracy of the machine. Figure 3 shows the point grinding wheel and the grinding fluid double nozzle supply device. Fast point grinding uses a super-abrasive thin grinding wheel with a thickness of 4 to 6 mm and a patented technology of "three-point positioning and mounting system" for quick installation, high repeatability and can solve the problem of rising holes caused by centrifugal force. The installation of the grinding wheel on the main shaft is quickly completed by Junker's patented “three-point positioning installation systemâ€. The repeating positioning accuracy is high, and the diameter of the grinding wheel under the action of high-speed centrifugal force can be compensated for, as shown in Fig. 4. When the grinding wheel main shaft rotates counterclockwise with respect to the grinding wheel, the three-segmented cycloidal contour inclined surface on the main shaft of the main shaft is in close contact with the three cylinders uniformly distributed in the inner hole of the grinding wheel to realize the centering of the grinding wheel, and then the grinding wheel and the main shaft are bolted. The flange end faces are locked. When it is necessary to replace the grinding wheel, the grinding wheel can be rotated 30° counterclockwise to separate the grinding wheel from the main shaft, so that the grinding wheel can be quickly replaced, so that the replacement tip time is less than 2 min, and the changing wheel time is less than 20 min. In order to control the vibration caused by the high-speed rotation of the grinding wheel, to ensure high surface quality, dynamic balancing is required after each dressing and replacement of the grinding wheel. Junker's fast point grinding machine automatically balances the electrons installed at the end of the spindle. The system automatically completes the online dynamic balance of the grinding wheel, and the radial ring runout precision of the grinding wheel can be controlled within 0.002 mm. Due to the extremely thin grinding wheel, the weight and unbalance of the grinding wheel are reduced, the pressure of the airflow around the high-speed grinding wheel is greatly reduced, the rotational resistance of the high-speed grinding wheel is reduced, and the narrow profile which cannot be ground by the ordinary grinding wheel can be ground. A profile with a large change in section size. (3) Junker QUICKPOINT 5000 fast point grinding machine grinding wheel diameter 400mm, grinding wheel thickness 5mm, clamping workpiece maximum distance of 1200mm, maximum grinding length up to 1000mm, top center height 170mm, maximum processing workpiece weight 70kg Therefore, the machine has a large processing size range. (6) Unlike the general grinding method, when grinding the outer circle, the material removal is mainly done by the cutting side of the grinding wheel, and the periphery only acts like the grinding action of the cutting edge of the turning edge. Therefore, the wear of the grinding wheel mainly occurs in the lateral direction of the end face, and the wear is very small in the periphery. In practical applications, according to the life of the grinding wheel (the number of workpieces processed) or the wear state (whether the transverse wear width of the grinding wheel reaches the specified value), the online repair is performed directly on the machine tool through the diamond roller and the whetstone installed coaxially with the workpiece, as shown in Fig. 6a. Shown. When trimming, the abrasive particles remaining after the grinding wheel is worn in the width direction are removed by the diamond roller to restore the cylindrical surface shape of the grinding wheel, and then sharpened with oil stone, as shown in Fig. 6b. Until the wheel grinding grain size is completely trimmed and removed from the thickness layer, the grinding wheel reaches the service life. (7) The contact area between the grinding wheel and the workpiece is small, the grinding force is greatly reduced, the grinding heat is small, and the grinding wheel is thin and the cooling effect is good, so the grinding temperature is greatly reduced, and even the "cold state" processing can be realized, and the machining precision is improved. And surface quality. China FAW-Volkswagen Automotive Co., Ltd. applied this technology to grind the engine's main journal (Fig. 9). The grinding wheel speed was 4300r/min, and the grinding wheel was able to grind 3,000 pieces. CNC fast point grinding is also the development direction of CNC turning with semi-permanent tools. Due to low grinding temperatures, low abrasive and energy consumption, and fast point grinding technology that meets green manufacturing requirements, this new grinding technology is expected to have great potential for development. It can be seen that the fast point grinding technology is equivalent to the use of semi-permanent tools for CNC grinding and processing, which is in line with the development trend of advanced manufacturing technology and also meets the requirements of green manufacturing. Therefore, this new grinding technology has great development potential.
Right Angle Prisms are used to direct beams at 90 degrees by using hypotenuse face in total internal reflection (TIR). The right angle prisms are often preferable to an inclined mirror in applications involving severe acoustic or inertial loads, because they are easier to mount, and deform much less than mirror in response to external mechanical stress. As long as acceptance angle limitations for TIR from the roof faces are not exceeded, the right angle prisms can serve as a retro reflector, turning beams back to the original direction.
Available in sizes ranging from 3 mm to 60 mm, Right-Angle Prisms can be used to deviate a light path by 90° or 180°, depending on which surface is used as the input for the light source.
Right angle prisms are used to redirect light beams at 90 degrees. Right angle prisms are made of BK7, UVFS optical materials.
Right Angle Mirror,Glass Right Angle prism,UV fused silica Right Angle Prism Changchun Ruiqi Optoelectronics Co.,Ltd , https://www.ruiqi-optics.com
CBN characteristics
CBN is cubic boron nitride with a microhardness of 800-900 MPa, which is slightly lower than diamond. However, its heat resistance (1400 ° C) is significantly higher than that of diamond (800 ° C), and its chemical inertness to iron elements is high. Because the thermal stability of diamond abrasive tools is poor, it is used at a limited speed, and the thermal stability of CBN abrasive grains is good, so CBN grinding wheels can be used for high speed and ultra high speed grinding. This and diamond are mainly used to process hard and brittle materials to complement each other, so that the application range of superhard materials is greatly expanded. Compared with ordinary abrasives, CBN abrasives are characterized by high speed, high efficiency, high processing quality, long life and low cost. They can be used as the tool of choice for high-efficiency and high-precision grinding of high-speed CNC grinding machines. It has a wide range of applications in the automotive, machine tools, tools, bearings and other industrial fields. The application field of CBN abrasive tools has been continuously expanded. It has been extended from the tool industry to the processing of difficult-to-wear metal materials to the processing of ordinary ferrous materials in the industries of bearings, automobiles, machine tools, compressors, etc. The grinding methods are also from general tool grinding, Internal grinding, development to slow-feed grinding, high-precision grinding, high-speed grinding, fast point grinding of camshafts, crankshafts, has a great potential to replace corundum abrasives. CBN grinding has the characteristics of high speed, high efficiency, high quality and low cost. The speed of use is generally 80-160m/s, and the large amount of coarse grinding is completed once. The surface life of the workpiece is increased by 20% to 30% due to the compressive stress on the surface of the workpiece, and the comprehensive grinding cost can be reduced by more than 10%.
Fast point grinding technology features
The grinding process of fast point grinding differs from the ultra-high speed grinding in the general sense. The technical features are as follows:
(1) During the point grinding process, the grinding wheel and the workpiece axis are not always in a parallel state, but are rotated at a certain angle in both the horizontal and vertical directions, that is, there is a point grinding variable angle to reduce the contact area between the grinding wheel and the workpiece. , to achieve "point grinding", as shown in Figure 1. When Junker's fast point grinding machine processes the cylindrical surface, according to the feed direction of the table, the point angle α of the grinding wheel axis and the workpiece axis in the vertical direction is ± (0.5 ° ~ 6 °), so that the periphery of the grinding wheel and the workpiece The line contact of the cylindrical surface becomes the theoretical point contact; the variable angle β of the grinding wheel axis and the workpiece axis in the horizontal direction changes in the range of 0 to 30° according to the characteristics of the workpiece bus bar and the curvature to minimize the grinding wheel and the workpiece. Contact area and avoid interference between the end face of the grinding wheel and the shoulder of the workpiece. The point grinding is mainly one-way grinding, the numerical value of the variable angle value is controlled by the numerical control system, and the two-axis linkage numerical control feeding similar to CNC turning is adopted in the X and Y directions to realize different shapes. Fast point grinding of the surface. 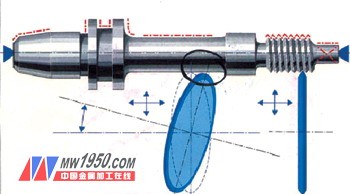
Figure 1 Fast point grinding schematic
Figure 2 High-precision static pressure cylindrical guide 
Figure 3 Grinding wheel and grinding fluid supply system 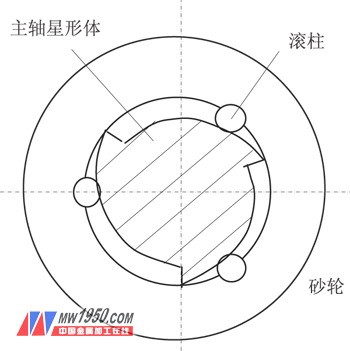
Figure 4 Grinding wheel three-point positioning system
(4) The grinding wheel speed can reach 90~160m/s. In order to obtain a high wear rate without causing excessive centrifugal force on the grinding wheel, the workpiece is also rotated at a high speed and is the same as the steering of the grinding wheel, usually above 1000 r/min, up to 12 000 r/min. Therefore, the actual grinding speed at the point of contact should be a superposition of the line speeds of both the grinding wheel and the workpiece, approaching 200 m/s, in order to achieve material removal at higher strain rates. Due to the combination of the grinding process, in order to ensure the surface quality of the workpiece, the radial depth of cut and the longitudinal feed speed along the X axis are generally small. For example, when the camshaft is ground, the longitudinal feed speed is generally 0.01 to 2 mm/s. The radial depth of cut is 0.002 to 0.2 mm.
(5) When the outer circle is ground, the material removal is mainly done by the side of the grinding wheel, while the periphery only acts as a light grinding (Fig. 5). Therefore, the circumference of the grinding wheel is extremely slow, the service life is long (up to one year), the grinding ratio can reach 16 000 to 60 000, and a “fast point grinding†grinding wheel can grind several tons of steel, and the dressing rate of the grinding wheel is low ( Each dressing can process 2 x 105 parts), and the production efficiency is six times higher than that of ordinary grinding. 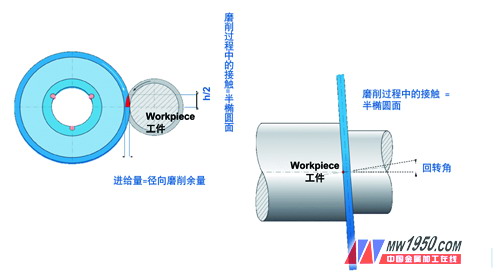
Figure 5 Quick point grinding grinding wheel and workpiece contact diagram 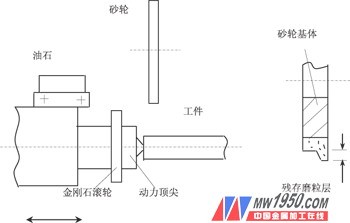
(a) Online dressing (b) Grinding wheel wear process Figure 6 Grinding wheel online dressing principle
(8) Because the grinding force is extremely small, the workpiece can be easily clamped by the tip friction force, which is called “top grinding†and “peeling grindingâ€.
(9) Due to the complex surface grinding using CNC, all shapes such as outer circle, cone surface, curved surface, thread, shoulder and groove can be processed after one installation. It also allows the grinding process to be combined to further increase processing efficiency.
(10) Cooling using a high speed grinding oil jet. Since the high-speed rotating grinding wheel turns the grinding oil into an oil mist, the machining must be carried out automatically in a closed environment, and it is required to have a suction and exhaust system and a high-efficiency wear separation and oil separation unit.
Application in the processing of automotive engine shaft parts
Germany is currently leading the research and development of this new technology. At present, it has been applied in the foreign automobile industry and tool manufacturing industry, especially in the field of automotive parts processing, namely gear shaft or camshaft. Most of these parts include the cutting, journaling, shoulder, eccentric and thread grinding processes. This process can be used for all machining in one setup, which greatly improves the machining accuracy and productivity of the parts. It also has broad application prospects in gear processing, machine tool manufacturing, textile and printing machinery manufacturing, ceramic processing, and electronics industry. Some automobile manufacturing enterprises in China have also introduced dozens of such process equipments, and have achieved significant benefits. However, the application field is still small, and it is limited to the processing of automotive engine shaft parts. As there is no systematic process theory and applied research in China, there is no mastery of its core technology and theory, and it is impossible to master the process parameter design and programming technology. It cannot support the production of grinding wheels and related accessories, and can only customize the monolithic parts of a single part. And equipment depends on imports. However, due to technological monopoly in foreign countries, there are no reports on theoretical and experimental research and related technical information on in-depth systems such as fast point grinding mechanism, regularity, grinding quality control and point grinding technology. Therefore, tracking the international advanced technology and deepening the theoretical and applied research of rapid point grinding technology is of great significance for promoting and developing this advanced technology and improving the manufacturing technology and equipment manufacturing level in China. Domestic Northeastern University has begun research on ultra-high-speed point grinding mechanism and machine tool development.
Grinding the drive shaft with quick point grinding (Fig. 7), grinding the outer ring, shoulder, groove and fastening thread in one position; grinding the crankshaft (Fig. 8), one clamping Grindable cam profile, spindle journal, both journals, thrust journal side shoulder and cam adjustment seat outer diameter, dimensional accuracy of IT6, Ra≤0.8μm, cycle time 150s, compared with traditional technology, Significant cost savings (such as schedules). 
Figure 7 Fast point grinding method to machine the drive shaft 
Figure 8 Fast point grinding of the crankshaft 
Figure 9 grinding the engine main journal
Conclusion
Compared with high-speed/ultra-high-speed grinding technology, fast point grinding has remarkable features such as point contact, thin-layer super-hard abrasive grinding wheel, CNC forming, higher strain rate of cutting layer material, lower grinding temperature and lower grinding force. Therefore, the grinding mechanism is also very different from the ultra-high speed grinding in the general sense. Because the development of this new technology is not perfect in many aspects, coupled with technical monopoly and blockade, foreign research on its processing mechanism and process application is not extensive and in-depth, and the application field is small. Generally speaking, this technology is still in the initial stage of development in foreign countries, and the process is still regarded as a kind of external grinding method, especially the research on point grinding mechanism, grinding quality control and related technical information. See the report. In fact, according to the point contact form and the relative motion relationship between the grinding wheel and the workpiece, the material strain rate characteristics of the grinding zone, the geometrical creation mechanism of the machined surface and the wear performance of the grinding wheel should be different from ordinary cylindrical grinding.
China's individual automobile manufacturing companies have also introduced this process equipment for the machining of automotive engine shaft parts (mainly engine camshaft machining) and achieved significant benefits. However, the application field is very small, and only a complete set of equipment and processes for single part processing are customized by foreign monopoly. On-site processing is only a fixed operation process by the workers, and all the machining processes are automatically completed by CNC control; the grinding wheel dressing is only to process the workpiece according to the regulations. The quantity is carried out regardless of the actual use. All processes and equipment are dependent on imports. The production workshop is faced with the "black box" technology. Enterprises do not really master their core technology and process theory, so they can not design and develop CNC programming technology, and can not produce grinding wheel and related accessories. Therefore, tracking international advanced technology, in-depth research and application of fast point grinding technology, for the promotion and development of this advanced technology in China, improve the manufacturing process technology and equipment manufacturing level, to improve the level of China's automotive industry parts manufacturing Significance.
Right-angle prism is the most common type of prisms. It is used to re-direct a beam of light at 90 degrees from the the incident direction or used as a 180 beam retro-reflector. They are often coated with various optical coatings to form cubic beam splitters and color separation cubes used in various projection systems.

