LED Candle Bulbs are a modern solution to traditional Candle Light Bulbs that were once widely used in households and businesses alike. These bulbs, also known as Candle Bulb or LED Candle Light Bulbs, offer a number of benefits over their incandescent counterparts. The use of LED technology allows for a brighter light, longer lifespan, and reduced energy consumption. Additionally, Smart Candle Light Bulbs with Wi-Fi connectivity and advanced controls are also available, allowing for customized lighting scenarios and smart home integration. With their high efficiency and versatile designs, LED Candle Bulbs are an excellent choice for any space looking for a warm and inviting glow. Candle Light Bulbs,Candle Bulb,Led Candle Light Bulbs, Smart Candle Light Bulbs Ningbo Le Monde Import & Export Co., Ltd. , https://www.shineverlighting.com


Renishaw's intelligent manufacturing solutions double the efficiency of gas turbine components
Doncasters Precision Castings – Deritend is a leading supplier of investment casting and machining for industrial gas turbine blades, with blade products made of nickel-cobalt superalloy.
The company is committed to long-term development and ensures its development goals through continued investment in lean manufacturing and rapid prototyping. As a result, the demand for machining services provided by Doncasters has increased significantly, which in turn has contributed to the development of the company's investment casting business. These strong demand also prompted the company to invest more than 2 million pounds to upgrade its infrastructure and purchase Mazak machine tools and processing software to efficiently process more than 14 new products.
background
Before investing in the Mazak 5-axis machining center, Doncasters used a traditional three-axis machining center with fixed fixtures to perform similar production operations. These processes are not only very time consuming, they also require a high level of skill for machine operators. For example, a typical nozzle assembly, including a set-up and processing cycle of four hours, can not meet the growing customer demand. In addition, fixed fixtures are considered by the company's engineers to be outdated and costly solutions. As a result, the company decided to make a major investment in product processing capabilities – they ordered three Mazak VORTEX i-630V/6 vertical machining centers. Doncasters can use these machines to complete machining operations within the company, providing customers with a one-stop solution.
As part of the investment, Doncasters equipped the Renishaw RMP600 high-precision probes on these machines using Renishaw's patented RENGAGE® strain gauge technology. These probes offer unparalleled sub-micron accuracy when measuring complex 3D shapes and contours, making them ideal for these machining operations. However, when initially deploying these new devices, Doncasters realized that they would need additional technical support, so Renishaw contacted its affiliate, MSP Measurement Software Products.
Doncasters Precision Castings – Ollie Macrow, Engineering Manager, Deritend, is checking benchmark results
challenge
The challenge for Doncasters is to increase the “one-time processing success†of the workpiece ratio, thereby increasing overall productivity, so they need to eliminate the potential for errors. Ollie Macrow, Doncasters' engineering manager, explains: “When processing these £10,000 Inconel castings, it is best that we can take the chest before the cutting starts to ensure that the finished parts are not problematic. Considering the cost factor: In addition to the cost of the casting, there is also a loss of time. Considering the nature of the material, the cost of the processing itself is relatively high. In addition, some processing components cannot be reworked, so once an error occurs, it must be scrapped. Knowing that the workpiece must be measured, but the challenge is to find a way to successfully measure without using a fixed fixture.†Even more difficult is that the company's probe measurement experience is very limited, before using only the probe to do some Basic positioning adjustments and simple plane alignment operations are therefore important to Renishaw's help and guidance.
At the same time, Doncasters also hopes to stop using costly and time-consuming fixed fixtures. “There are many problems with fixed fixtures: they are expensive; they require a high level of skill to accurately position the workpiece; if the fixture is damaged, the machining process cannot continue because the workpiece cannot be aligned; therefore, the fixture must be maintained frequently to maintain it. Good performance, which in turn increases time and cost. We want to replace these fixtures with a more streamlined modular clamping system to reduce manual intervention during setup,†continues Ollie. In addition, Doncasters must also ensure that production targets are met, so shortening the workpiece alignment time is a key consideration in the introduction of Mazak machines.
Doncasters uses these new machines to do most of the machining work internally, but there are still some auxiliary operations that need to be outsourced. The company hopes to increase the production efficiency and put these outsourcing operations in the enterprise in the future. “This will have a positive impact on our production efficiency. If we can process it ourselves, we don’t have to send the parts to other companies for processing, and then wait two days to receive the finished parts,â€
Ollie explained.
Doncasters Precision Castings – Deritend Manufacturing Workshop
solution
After a thorough analysis of Doncasters' business, Renishaw's application engineers believe that MSP's NC-PerfectPart and NC-Checker software combined with the RMP600 probe will be the best integrated solution to meet Doncasters' requirements. This combination of hardware and innovative software helps the user to determine workpiece positioning errors and machine geometry geometric errors before cutting the workpiece. The first step is to "draw" the machine's working coordinates to create a baseline. The NC-Checker checks the performance of the probe before performing a five-axis inspection of the machine, which ensures that the measurement and machining performance does not exceed the set tolerances before aligning and cutting the workpiece. Machine inspections can be performed on a regular basis, in just a few minutes each time. Over time, these checks ensure that the machine's operating parameters are always correct and that a qualified part is machined.
NC-PerfectPart solves problems caused by poor workpiece alignment on the machine. This is critical for complex workpieces with irregular shapes and for workpieces that require five-axis machining. Finding these artifacts can be time consuming and difficult to achieve. Now, the operator can create a measurement program for the RMP600 based on the CAD file of the workpiece, so the above problems can be solved.
First, the workpiece is measured by the probe measurement data to eliminate the positioning deviation of the workpiece on the machine tool. The calibrated data is then uploaded to the machine controller; the machine automatically calculates the compensation to generate a machining program that perfectly matches the position of the workpiece. The workpiece alignment process is fully automated, which means that the fixture's role in the machining process is less important; all manual setting errors can be eliminated – even for the most complex workpieces, the time required for alignment Will be shortened to a few minutes.
In addition, material conditions, pallet loading system performance and temperature can be taken into account during the initial stages of the process to further reduce the risk of producing defective parts.
After the cutting is completed, the NC-PerfectPart can verify the accuracy of the finished workpiece in the machine. This process can be completed before the workpiece is removed from the machine and placed in the CMM.
NC-Checker monthly benchmark setting screen
result
It takes four hours to align and machine a typical industrial gas turbine nozzle workpiece before adding the RMP600 and MSP software. Now Doncasters can measure, process and inspect the same workpiece in less than two hours, resulting in a 50% increase in productivity. For more complex workpieces, the previous machining time can be as long as eight hours and requires a high level of operator monitoring throughout the process. It takes only two hours to process these workpieces today, which is the same as the time to machine a simple workpiece, thus saving more money. By working with Renishaw and MSP, Doncasters improved the workpiece alignment system and achieved better results. At the same time, the correlation between on-board measurement data, CMM measurement data and Bluelight system scan data was improved. .
When it comes to the results, Ollie Macrow explains: “The results are encouraging, but without the help of Renishaw and MSP, we can't make progress today.â€
He continued. “When we first decided to buy these machines, we asked Mazak how to significantly improve the processing efficiency?†They thought that this was not possible with our current configuration level, and then we turned to Renishaw. It is Renishaw's cooperation with MSP to provide us with the required solutions. We have greatly improved the 'one-time processing success' workpiece ratio, so it has been well received by customers. I really think if there is no Renishaw and MSP With the help, we can't successfully process the parts. They provide us with great service; every time we call us, they always have questions and answers; every time we need help, they will always arrive in time."
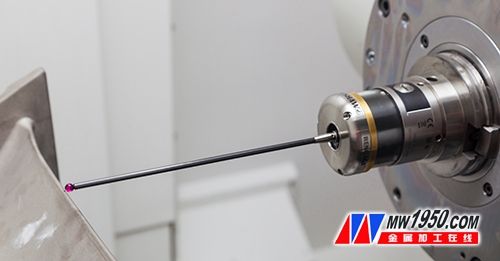
RMP600 machine tool probe measures blade position
About Renishaw
Renishaw is one of the world's leading engineering and technology companies with expertise in precision measurement and healthcare. The company supplies products and services to a wide range of industries and sectors – from aircraft engines and wind turbine generators to dental and brain surgery medical devices. In addition, it is a leader in global additive manufacturing (also known as 3D printing) and is the only company in the UK to design and manufacture industrial additive manufacturing equipment ("printing" parts with metal powder).
The Renishaw Group currently has more than 70 branches in 35 countries and employs more than 4,000 people, of whom more than 2,700 work in the UK. Most of the company's R&D and manufacturing is carried out in the UK. In the 2016 fiscal year ending June 2016, Renishaw achieved sales of £436.6 million, 95% of which came from export business. The company's largest markets are China, the United States, Germany and Japan.