4. Mold working process (1) Selection of lubricant. Use cheap animal oil, use lard in processing, and evenly brush on the outer surface of the contact arm and the outer surface of the mandrel. 6. Conclusion <br> <br> production of the mold, the finished product 10 000, size, surface roughness comply with design requirements. There are no cracks and deformations in the mold parts. The only shortcoming is that after 200 times of continuous extrusion, due to the large deformation of the product, the concave mold will have a slight heat phenomenon. At this time, it should be naturally cooled for about 10 minutes, and the extrusion can be continued. The application of the cold extrusion process of the contact arm is only 58.1% of the machining cost and 4 times the work efficiency, and the economic and social benefits are remarkable. Previous page Water Tap Bestware Water Tap brings the fine design and high technology together in all areas of the product process beyond Pull Out Faucet, Commercial Faucet and Commercial Kitchen Faucet. With extensive range of components, we can offer a large selection of both standard Pre-rinse Faucet and custom Basin Tap units as well as flexible combination. Stainless steel is 100% recyclable and is comprised of over 60% recycled material, Bestware faucets are the perfect solution in the commercial and industry for better water quality and the circumvention of the development of deleterious substances and bacteria. No plating, no oxidizing, no rust, lead free. Water Tap,Recycled Water Tap,Tap With Water,Hard Water Tap Bestware Hardware Production Co., Ltd. , https://www.bestwaremfg.com
(2) After the mandrel 6 is poured into the product blank 7, it is placed together in the die. The upper mold portion is moved down and the height is limited by the adjustment pad 5.
(3) The upper mold moves up, the hydraulic press lowers the cylinder, pushes the jack 11 upward, and separates the mandrel 6 from the inner cavity of the product 7; the jack continues to move up, and the product 7 is ejected from the die 8. .
5. Mold design points (1) The top end of the ejector pin 11 has a 3 mm boss to ensure that the mandrel and the product are separated first when the ejector is removed, and the product and the die are separated. See Figure 4 for the structure.
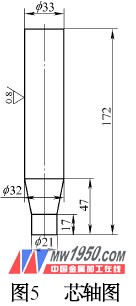
(2) The mandrel design is shown in Fig. 5. The outer shape is processed into a slope and the surface is polished to Ra = 0.8 μm. Easy to separate from the inner hole of the product.
(3) GCr15 for material and heat treatment die, punch and mandrel
Bearing steel, salt bath furnace quenching, requires quenching hardness of 58 ~ 62 HRC.